
CoroCut® QF
Sikker aksialsporstikning
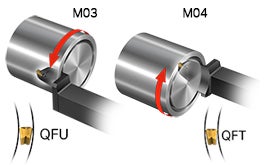
Spindelrotation med eller mod uret
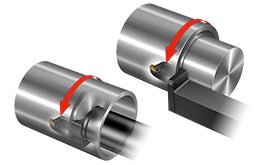
A- eller B-kurve
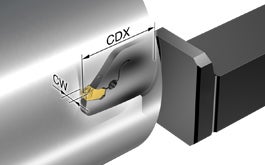
Skærbredde
Brug det bredeste skær og værktøj, der kan bruges til dit spor. En bredere holder har en større stivhed og giver mere stabilitet.
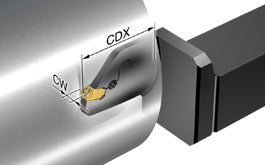
Maks. spåndybde (CDX)
Brug altid et værktøj med den mindst mulige spåndybde (CDX) for at få maksimal stabilitet.




Anvendelsestip
Metoder til aksialsporstikning
Afhængig af applikationen kan der vælges mellem et par forskellige strategier til aksialsporstikning.
Læs mere om skrubbearbejdning med aksial tilspænding, skrubbearbejdning med sidedrejning, sletbearbejdning og om bearbejdning af dybe spor samt andre væsentlige overvejelser.
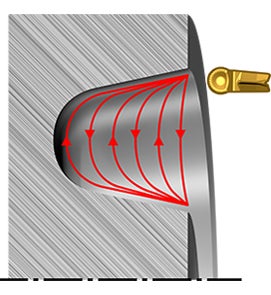
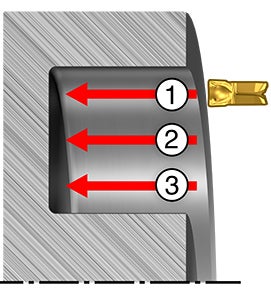
Ikke-lineær profildrejning af værktøjsbanen
Ikke-lineær profildrejning af værktøjsbanen bruger hele skærets forreste skærkant og ændrer løbende kontaktpunktet mellem skær og materiale. Brug denne metode til at optimere spånkontrollen og endda slitagen ved skærende bearbejdning og til at undgå indre spændinger.

Præcisionkøling
Brug aksialsporstikningsværktøjer med præcisionskøling, også selvom det maksimale kølevæsketryk i din maskine er lavt, 7‒10 bar (102‒145 PSI).
Præcisionskøling forbedrer spånafgangen og nedsætter risikoen for spånhamring i sporet.
Brug så højt kølevæsketryk som muligt, op til 80 bar (1160 PSI), for at få bedre spånkontrol og -afgang.
Anbefalinger
| Spånbredde (CW), mm (tommer) |
Område for maks. spåndybde (CDX), mm (tommer) |
Min. diameter for første indgreb (DAXIN), mm (tommer) |
Min. hjørneradius, mm (tommer) |
| 3 (0,118) | 20-30 (0,79-1,18) | 30 (1,18) | 0,2 (0,008) |
| 4 (0,157) | 22-38 (0,87-1,50) | 30 (1,18) | 0,2 (0,008) |
| 6 (0,236) | 26-38 (1,02-1,50) | 45 (1,77) | 0,4 (0,016) |
| 8 (0,315) | 33-50 (1,30-1,97) | 60 (2,36) | 0,8 (0,031) |
Førstevalg i kvalitet og geometri

|  |

|  | |
| Emnemateriale | Dybt og bredt spor | Dybt og smalt spor | Sletbearbejdning af støbte materialer | Profilbearbejdning |
| ISO P | -TF GC1125 | -TF GC1145 | -TF GC1125 | -RM GC1125 |
| ISO M | -TF GC1135 | -TF GC1145 | -TF GC1125 | -RM GC1135 |
| ISO K | -TF GC1135 | -TF GC1135 | -TF GC1135 | -RM GC1135 |
| ISO N | -GF H10F | -GF H10F | -GF H10F | -RM GC1105 |
| ISO S | -GF GC1105 | -GF GC1125 | -TF GC1125 | -RM GC1105 |
- Geometrien -TF fungerer fremragende til sporstikning med aksial- og sidetilspænding i generelle applikationer
- Den indslebne geometri -GF giver god præcision og gentagelsesnøjagtighed af sporet. Hovedapplikationen er sporstikning med aksial tilspænding. -GF kan anvendes til sletbearbejdning med sidetilspænding, men anbefales generelt ikke til kantdrejning
- Geometrien -RM er designet til profildrejning og fungerer godt med både aksial- og sidetilspænding. Sporstikning i fuld brede med aksial tilspænding anbefales ikke med runde skær
Kodenøgle
QS™-skafter og skafter
| QF | T | – | R | F | H | 30 | C | 2525 | - | 030 | B |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
- Produktfamilie
- Spindelrotation
T – Spindelrotation med uret
U – Spindelrotation mod uret - Værktøj i hånden
R – Højre
L – Venstre
- Holdertype
F – 0º
G – 90º - Skærlejestørrelse
G – 3 mm
H – 4 mm
K – 6 mm
L – 8 mm - Spåndybde, maks.(CDX)
- Køling
- Skaftdimension
2525 – 25x25 mm
16 – 16/16 tommer
3232 – 32x32 mm - Min. diameter til første overløb i mm (DAXIN)
- Type kurve
A – Til indvendig bearbejdning
B – Til aksialsporstikning til fremspring
CoroTurn® SL-hoveder
| SL | - | QF | T | – | R | H | 20 | C | 32 | – | 030 | A |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
- Kobling
SL - Produktfamilie
- Spindelrotation
T – Spindelrotation med uret
U – Spindelrotation mod uret
- Værktøj i hånden
R – Højre
L – Venstre - Skærlejestørrelse
G – 3 mm
H – 4 mm
K – 6 mm - Spåndybde, maks.(CDX)
- Køling
C – Præcisionskøling - Skaftdimension
2525 – 25x25 mm
16 – 16/16 tommer - Min. diameter til første overløb i mm (DAXIN)
- Type kurve
A – Til indvendig bearbejdning
B – Til aksialsporstikning til fremspring
Coromant Capto®
| C6 | - | QF | T | - | R | K | 32 | C | - | 220 | B |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
- Koblingsstørrelse
C = Coromant Capto
CZZMS DCON
C5 50 mm
C6 63 mm
C8 80 mm - Produktfamilie
- Spindelrotation
T – Spindelrotation med uret
U – Spindelrotation mod uret
- Værktøj i hånden
R – Højre
L – Venstre - Skærlejestørrelse
K – 6 mm
L – 8 mm - Spåndybde, maks.(CDX)
- Køling
- Min. diameter til første overløb i mm (DAXIN)
- Type kurve
A – Til indvendig bearbejdning
B – Til aksialsporstikning til fremspring
Skær
| QF | T | - | H | - | 0400 | - | 04 | - | TF |
| 1 | 2 | 3 | 4 | 5 | 6 |
- Produktfamilie
- Spindelrotation
T – Spindelrotation med uret
U – Spindelrotation mod uret
- Skærlejestørrelse
G – 3 mm
H – 4 mm
K – 6 mm
L – 8 mm - Skærbredde (CW)
0400 – 4 mm
0300 – 3 mm
- Skær hjørneradius
02 – 0,20 mm
03 – 0,30 mm
04 – 0,40 mm
08 – 0,80 mm - Skærgeometri
TF – Til sporstikning og kantdrejning
GF – Slebet til sporstikning
RM – Til profilbearbejdning
Registrer og hold dig opdateret.
Tilmeld dig til vores nyhedsbrev i dag
