
CoroMill 415
Fræser med lille diameter og høj tilspænding
Momentværdi
Korrekte tilspændingsværdier er 0,6 Nm for IC05 og 1,2 Nm for IC07

Samlevejledning
Rengør skærlejet omhyggeligt når der monteres et nyt skær. Som følge af dets lille størrelse, anbefales det at skifte IC05-skærkanten, når du når et fasslid (Vb) på maks. 0,15 mm (0,006 tommer) i ISO M og ISO S-materialer.
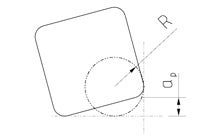
Programmeringsradier
Programmeringsradierne er 1,5 mm (0,059 tommer) for IC05 og 2,2 mm (0,087 tommer) for IC07. Se anbefalingerne for korrekt R og ap for forskellige geometrier.

Tilslutning af køling
Indvendig standardkøling med radial udgang til alle fræserkroppe.
Anvendelsestip
Anbefalinger
Skæredata
| IC | ISO gruppe | MC | Startværdier | |
| Vc (mm/min) | fz (mm/z) | |||
| 05 | P | P1.2.Z.AN | 240 | 0,48 |
| P2.1.Z.AN | 180 | |||
| P2.2.Z.AN/P2.5.Z.HT | 180 | |||
| M | M1.1.Z.AQ | 210 | 0,38 | |
| M1.0.Z.PH | 90 | |||
| S | S4.2.Z.AN | 50 | 0,4 | |
| H | H1.1.Z.HA | 150 | 0,48 | |
| IC | ISO gruppe | Materialeeksempler | Startværdier | |
| Vc (mm/min) | fz (mm/z) | |||
| 07 | P | P1.2.Z.AN | 240 | 0,55 |
| P2.1.Z.AN | 180 | |||
| P2.2.Z.AN/P2.5.Z.HT | 180 | |||
| M | M1.1.Z.AQ | 210 | 0,45 | |
| M1.0.Z.PH | 90 | |||
| S | S4.2.Z.AN | 50 | 0,4 | |
| H | H1.1.Z.HA | 150 | 0,55 | |
Spiralinterpolation
CoroMill® 415 |
||||||
| Fræserdia. | iC 05 | iC 07 | ||||
| Rampingvinkel (α°) | b | 4,1 | Rampingvinkel (α°) | b | 5,5 | |
| maks. ap | 0,85 | maks. ap | 1,2 | |||
| maks. Dm | min. Dm | maks. Dm | min. Dm | |||
| 13 | 0,848 | 24,8 | 18 | |||
| 16 | 0,97 | 30,8 | 24 | |||
| 20 | 0,616 | 38,8 | 32 | 0,56 | 38 | 28 |
| 25 | 0,64 | 48,8 | 42 | 0,61 | 48 | 38 |
| 32 | 0,65 | 62,8 | 56 | 0,63 | 62 | 52 |
| 40 | 0,48 | 78 | 68 | |||
Programmeringsradius og maks. spåndybde
| Skærkode | ap, mm (tommer) | R, mm (tommer) |
| 415N-05 02 06M-M30... | 0,85 (0,033) | 1,5 (0,059) |
| 415N-05 02 12M-M30... | 0,85 (0,033) | 2,0 (0,079) |
| 415N-07 03 10M-M30... | 1,2 (0,047) | 2,2 (0,087) |
| 415N-07 03 20M-M30... | 1,2 (0,047) | 2,8 (0,110) |
Registrer og hold dig opdateret.
Tilmeld dig til vores nyhedsbrev i dag
