
Genopslibning af runde værktøjer i solidt hårdmetal
Sådan bestiller du genopslibning

1. Bestil en transportæske
Send en e-mail til Sandvik Coromant for at bestille en transportæske til værktøjet.
Underret os om, hvilken størrelse æske, du skal bruge:
- Standardæske (300 mm x 200 mm x 138 mm), varenummer: 6949557
- Stor æske (400 mm x 300 mm x 138 mm), varenummer: 6949558
2. Vælg værktøjer
Definer, hvilke slidte værktøjer du vil have genopslebet. Brug Vejledningen om værktøjsslid for at sikre, at værktøjerne er egnede til genopslibning.
Minimumsantal ved bestilling af Genopslibningsservice er fem værktøjer. Servicen dækker kun værktøjer fra Sandvik Coromant.
3. Pak omhyggeligt
Æsken leveres med skumindlæg, der skal sikre, at dine værktøjer er beskyttet under transporten.
Følg pakkeinstruktionerne for at undgå udflisning og brud.
4. Afsend
Sandvik Coromant leverer forsendelsesoplysninger baseret på din anmodning.
Når genopslibningen er afsluttet, sender vi værktøjerne tilbage til dig.
Spørgsmål og svar
Bliver alle de tilsendte værktøjer genopslebet?
Der foretages en teknisk undersøgelse for at fastslå, hvilke værktøjer der kan genopslibes. Værktøjer, der ikke kan genopslibes, bliver markeret med rød tape og returneret.
Hvor lang tid tager genopslibning?
Du kan forvente, at de genopslebne værktøjer leveres tilbage inden for fire uger efter afsendelse. Du vil modtage en bekræftelse med det nøjagtige afsendelsestidspunkt i løbet af to uger.
Hvordan kan jeg spore det antal gange mine værktøjer er blevet genopslebet?
Der sættes et lasermærke på værktøjets skaft hver gang det er blevet genopslebet.
Du kan se et værktøjs maksimale antal genopslibninger (NORGMX) ved at indtaste værktøjets produktnummer i søgefeltet på Sandvik Coromants hjemmeside.
Genoprettelse af den oprindelige kvalitet
Genopslibning af værktøjet genopretter slidte solide hårdmetalbor og pindfræsere til deres oprindelig kvalitet og forlænger deres samlede levetid. Genopslibning øger produktionssektorens udnyttelse af råmaterialer og reducerer samtidig dine omkostninger til skærende værktøjer.
Gendan værktøjerne til den oprindelige kvalitet, og forlæng deres samlede levetid
Ved at inkorporere en proces i designet af vores værktøjer, er det muligt at foretage præcis kopiering ved fremtidig genopslibning, og vi kan dermed garantere samme performance som med et nyt værktøj. Ved genopslibningen gendannes den oprindelige geometri og belægning på værktøjet. Testen af genopslebne værktøjers performance sker på samme måde som for nye værktøjer.
Grafikken nedenfor viser omkostningerne ved at købe fire nye værktøjer (I) sammenlignet med at købe et værktøj og genopslibe det tre gange (II). Resultatet er en besparelse på op til 50 %.
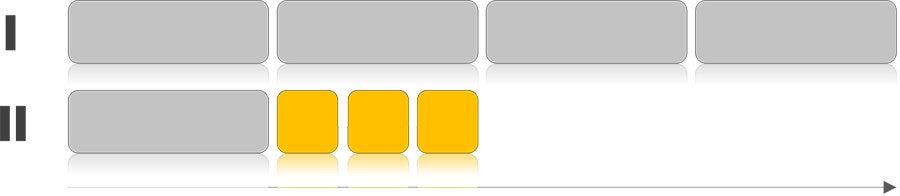
Samlede værktøjsomkostninger
Kan genopslibes
Følgende værktøjer kan genopslibes:
Sådan pakker du værktøjet til genopslibning
Følg disse instruktioner for at undgå transportskader på værktøjerne:
- Brug værktøjets originale plastemballage for at undgå, at værktøjer rammer hinanden.
- Hvis du ikke længere har den originale emballage, skal du bruge bobleplast eller lignende.
- Placer alle værktøjerne mellem de to skumindlæg, der følger med transportæsken.
Klik billedet for at forstørre det
Genbrug
Overvej at bruge Sandvik Coromants tilbagekøbsprogram, når hårdmetalværktøjet til sidst skal kasseres. Det solide hårdmetal kan genbruges og anvendes til fremstilling af nye værktøjer. Læs mere om genbrug af hårdmetal.
Find nye solide runde værktøjer
Prøv at se vores afsnit om solide runde værktøjer, hvis du leder efter nye værktøjer.

Identificer værktøjsslid
Brug vejledningen nedenfor for at identificere slidtypen på dine værktøjer.
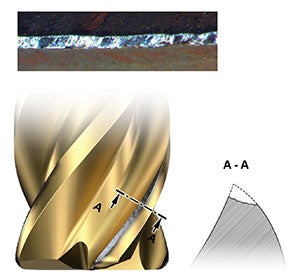
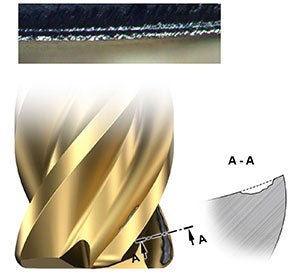
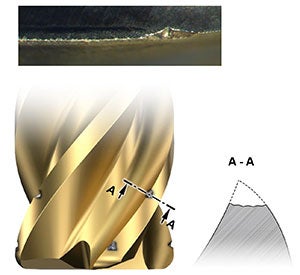
Ensartet fasslid
En af de mest almindelige slidtyper (typisk for tør bearbejdning af ISO-P). Starter normalt på skærkanten og udvikler sig mere i retning af skærkantens flanke.
Den primære slidmekanisme – abrasiv
Årsag:
- Høj skærehastighed og lav tilspænding
- Lav slidstyrke
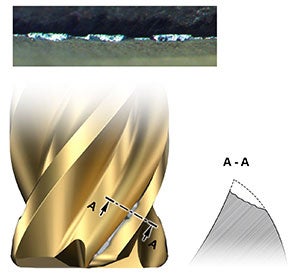
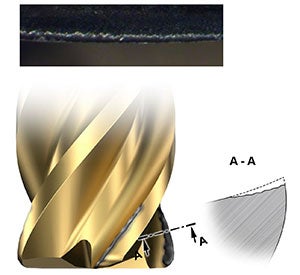
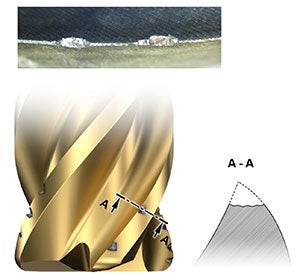
Uensartet fasslid
I starten slides nogle dele af skærkanten hurtigere end andre.
Den primære slidmekanisme – delvis afskalning af belægningen og uensartet mikroudflisning på skærkanten efterfulgt af abrasivt slid.
Årsag:
- Høj skærehastighed og lav tilspænding
- Vibrationer
- Lav slidstyrke
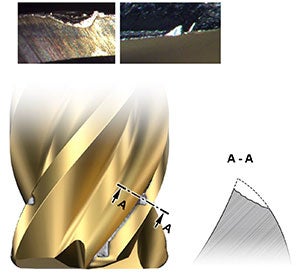
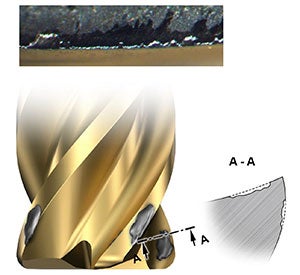
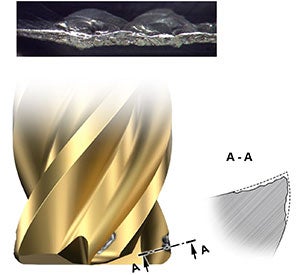
Lokalt fasslid
Normalt på værktøjets hjørner og/eller ved maksimal spåndybde.
De primære slidmekanismer – klæbende, termomekaniske eller kemiske.
Årsag:
- Høj temperatur
- Vibrationer
- Genbearbejdning af spåner
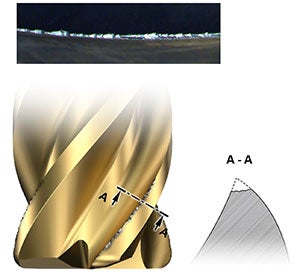
Grubeslid
Ses sjældent på solide pindfræsere.
De primære slidmekanismer – kemiske og abrasive.
Årsag:
- Høj temperatur (høj skærehastighed)
Trappeformet overfladeslid
Opstår normalt ved udvendig køling med lavt tryk.
Den primære slidmekanisme – kemisk
Årsag:
- Høj temperatur
Afskalning
Normalt ved fræsning af materialer, der let klæber til skærkanten.
Den primære slidmekanisme – klæbende
Årsag:
- Klæbende emnemateriale
Ensartet udflisning
Mindre skader på skærkanten. Andre slidtyper kan blive efterfulgt af udflisning.
De primære slidmekanismer – termomekaniske eller klæbende
Årsag:
- Skærkanten er for svag og sprød
- Kraftige temperaturudsving
- Vibrationer

Kantafbræk
Ses på skærkanten og strækker sig ud på spånvinklen og flankernes overside. Til at begynde med forløber kantafbræk lodret ud fra skærkanten, danner herefter revner i siderne og fremkalder udflisning.Den primære slidmekanisme – termomekanisk
Årsag:
- Hurtige temperaturudsving
Lokal udflisning
Skaden opstår bestemte steder langs skærkanten.
De primære slidmekanismer – termomekaniske eller klæbende
Årsag:
- Skærkanten er for svag og sprød
- Kraftige temperaturudsving
- Vibrationer
Genbearbejdning af spåner
Uensartet udflisning
Beskadigelse af skærkanten uregelmæssigt placeret langs skærkanten.
De primære slidmekanismer – termomekaniske eller klæbende
Årsag:
- Skærkanten er for svag og sprød
- Kraftige temperaturudsving
- Vibrationer
- Genbearbejdning af spåner
- Afhjælpning
Afskalning på oversiden
Normalt ved fræsning af ISO-S materialer. Starter på skærkanten, hvorfra afskalningen strækker sig op på skærets overside.
De primære slidmekanismer – klæbende og sprøde brud
Årsag:
- Klæbende emnemateriale
- Høj temperatur
- Vibrationer

Arbejder sammen om en bæredygtig fremtid
Vi kan hjælpe dig med at gøre dine produkter og processer grønnere og mere effektive. I adskillige år har Sandvik Coromant udviklet en adfærdskodeks for miljø-, sundheds- og sikkerhedsstyringssystemer. En vigtig del af det er en ny tilgang til livscyklus som vi gør brug af, når vi køber og indsamler dine slidte værktøjer, så de kan genopslibes eller genbruges. Denne proces sparer begge parter for energi og reducerer cO2-udslippet.
