
Emnematerialer

Emnematerialegrupper
Den metalbearbejdende industri producerer en ekstremt bred vifte af komponenter, der er bearbejdet af mange forskellige materialer. Hvert materiale har sine egne unikke egenskaber, der påvirkes af legeringselementer, varmebehandling, hårdhed osv. Disse påvirker igen valget af skærende værktøjs geometri, kvalitet og skæredata. For at gøre dette valg lettere er emnematerialer opdelt i seks hovedgrupper i overensstemmelse med ISO-standarden, og hver gruppe har unikke egenskaber med hensyn til bearbejdelighed:
ISO P – Stål er den største materialegruppe, der spænder fra ulegeret til højtlegeret materiale og omfatter stålstøbegods og ferritisk og martensitisk rustfrit stål. Bearbejdeligheden er normalt god, men varierer meget afhængigt af materialets hårdhed, kulstofindhold osv.
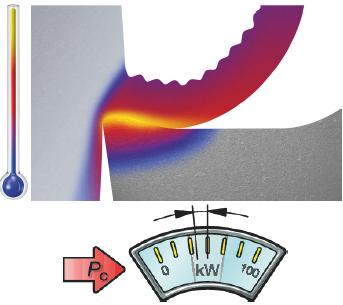
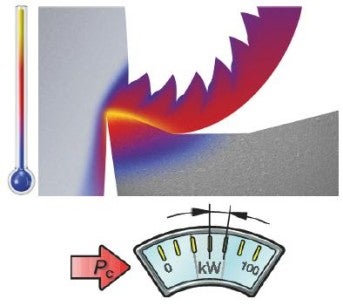
ISO M – Rustfrit stål er materialer, der er legeret med mindst 12% krom. Andre legeringer kan omfatte nikkel og molybdæn. Forskellige forhold, såsom ferritisk, martensitisk, austenitisk og austenitisk-ferritisk (duplex), skaber et stort udvalg af materialer. Fælles for alle disse materialer er, at skærkanterne udsættes for meget varme, stråleslid og løsægsdannelse.
ISO K – Støbejern er, i modsætning til stål, en kortspånet type materiale. Gråt støbejern (GCI) og aducérbart støbejern (MCI) er ret nemme at bearbejde, mens nodulært støbejern (NCI), kompakt støbejern (CGI) og udglødet støbejern (ADI) er vanskeligere. Alle støbejern indeholder SiC, som er meget slibende over for skærkanten.
ISO N - Ikke-jernholdige metaller er blødere metaller, såsom aluminium, kobber, messing osv. Aluminium med et Si-indhold på 13% er meget slibende. Generelt kan der forventes høje skærehastigheder og lang værktøjslevetid for skær med skarpe kanter.
ISO S – Varmebestandige superlegeringer omfatter et stort antal højtlegeret jern-, nikkel-, kobolt- og titaniumbaserede materialer. De er klæbrige, skaber løsægsdannelse, hærder under arbejdet (arbejdshærdning) og genererer varme. De minder meget om ISO M-materialerne, men er meget vanskeligere at skære og reducerer skærkanternes værktøjslevetid.
ISO H - Denne gruppe omfatter stål med en hårdhed mellem 45-65 HRc og også kølet støbejern omkring 400-600 HB. Hårdheden gør dem vanskelige at bearbejde. Materialerne genererer varme under bearbejdningen og er meget slidende for skærkanten.
O (andet): Ikke-ISO. Termoplast, hærdende, glasfiber (glasfiberforstærket polymer/plast), CFRP (kulfiberforstærket plast), kulfiberkompositter, aramidfiberforstærket plast, hårdgummi, grafit (teknisk). Forskellige industrier bruger nu kompositter i højere grad, især inden for luftfartsindustrien.
Emnematerialeklassificering ved hjælp af MC-koder
En simpel opdeling af materialer i seks forskellige grupper giver ikke tilstrækkelige oplysninger til at vælge den korrekte skærende værktøjsgeometri, kvalitet og skæredata. Materialegrupperne skal derfor opdeles yderligere i undergrupper. Sandvik Coromant har brugt CMC-kodesystemet (Coromant Material Classification) til at identificere og beskrive materialer fra en række leverandører, standarder og markeder. Med CMC-systemet klassificeres materialer efter bearbejdelighed, og Sandvik Coromant giver også passende værktøjs- og bearbejdningsdataanbefalinger.
For at kunne give endnu mere specifikke anbefalinger til forbedring af produktiviteten har Sandvik Coromant udarbejdet en ny materialeklassifikation. Den har en mere detaljeret struktur, indeholder flere undergrupper og har separate oplysninger om type, kulstofindhold, fremstillingsproces, varmebehandling, hårdhed osv.
MC-kodestruktur
Strukturen er oprettet, så MC-koden kan repræsentere en række emnematerialeegenskaber og egenskaber ved hjælp af en kombination af bogstaver og tal.
Eksempel 1
Koden P1.2.Z.AN
P er ISO-koden for stål
1 er materialegruppen ulegeret stål
2 er materialets undergruppe for kulstofindhold >0,25% ≤ 0,55% C
Z er fremstillingsprocessen: smedet/valset/koldvalset
AN er varmebehandlingen, udglødet, forsynet med hårdhedsværdier
Eksempel 2
N1.3.C.AG
N er ISO-koden for ikke-jernholdige metaller
1 er materialegruppen aluminium
3 er undergruppen aluminium med Si-indhold 1-13%
C er fremstillingsprocessen: støbning
AG er til varmebehandling: aldring
Ved at beskrive ikke blot materialesammensætningen, men også fremstillingsprocessen og varmebehandlingen, som uden tvivl påvirker de mekaniske egenskaber, fås en mere nøjagtig beskrivelse. Dette kan derefter bruges til at generere forbedrede skæredataanbefalinger.
Bearbejdelighed definition
Der er normalt tre hovedfaktorer, der skal identificeres for at bestemme et materiales bearbejdelighed, det vil sige dets evne til at blive bearbejdet.
- Klassificering af emnematerialet ud fra et metallurgisk/mekanisk synspunkt.
- Den skærkantgeometri, der skal anvendes på mikro- og makroniveau.
- Det skærende værktøjs materiale (kvalitet) med dets rette bestanddele, f.eks. belagt hårdmetal, keramik, CBN eller PCD osv.
Ovenstående valg vil have størst indflydelse på bearbejdeligheden af det aktuelle materiale. Andre involverede faktorer omfatter: skæredata, skærekræfter, varmebehandling af materialet, overfladehud, metallurgiske indeslutninger, værktøjsholdere og generelle bearbejdningsforhold osv.
Bearbejdelighed har ingen direkte definition i modsætning til karakterer eller tal. I bred forstand omfatter det emnematerialets evne til at bearbejde, det slid, det skaber på skærkanten, og den spåndannelse, der kan opnås. I disse henseender er et lavtlegeret kulstofstål lettere at skære sammenlignet med det mere krævende austenitiske rustfrit stål. Det lavtlegerede stål anses for at have en bedre bearbejdelighed sammenlignet med rustfrit stål. Begrebet "god bearbejdelighed" betyder normalt uforstyrret skæreforløb og en rimelig værktøjslevetid. De fleste vurderinger af bearbejdelighed for et bestemt materiale foretages ved hjælp af praktiske tests, og resultaterne sammenlignes med resultaterne af en anden type materiale under omtrent de samme betingelser. I disse tests tages andre faktorer som mikrostruktur, tendens til udtværing, værktøjsmaskine, stabilitet, støj, værktøjslevetid osv. i betragtning.

ISO P-stål
- MC-koder for stål
- Ulegeret stål – P 1.1-1.5
- Lavtlegeret stål – P 2.1-2.6
- Højtlegeret stål – P 3.0-3.2
Hvad er ISO P-stål?
- Stål er den største emnematerialegruppe inden for metalbearbejdning
- Stål kan være uhærdet eller hærdet og hærdet med en fælles hårdhed op til 400 HB. Stål med en hårdhed over ca. 48 HRC og op til 62-65 HRC tilhører ISO H
- Stål er en legering med jern som den vigtigste komponent (Fe-baseret)
- Ulegeret stål har et kulstofindhold lavere end 0,8% og består udelukkende af jern (Fe) uden andre legeringselementer
- Legeret stål har et kulstofindhold på under 1,7 % og indeholder legeringselementer som Ni, Cr, Mo, V og W
- Lavtlegeret stål indeholder legeringselementer på mindre end 5%
- Højtlegeret stål indeholder mere end 5% legeringselementer
Bearbejdelighed generelt
- Bearbejdeligheden af stål varierer afhængigt af legeringselementer, varmebehandling og fremstillingsproces (smedet, valset, støbt osv.)
- Generelt er spånkontrol relativt let og glat
- Stål med lavt kulstofindhold giver længere spåner, der er klæbrige og kræver skarpe skærkanter
- Specifik skærekraft kc1: 1400-3100 N/mm
- Skærekræfterne og dermed den kraft, der kræves for at bearbejde dem, forbliver inden for et begrænset område
Legeringselementer
C påvirker hårdheden (højere indhold øger slibende slid). Lavt kulstofindhold <0,2% øger klæbeslitage, hvilket vil føre til løsægsdannelse og dårlig spånbrydning.
Cr, Mo, W, V, Ti, Nb (hårdmetaldannere) – øg slibesliddet.
O har stor indflydelse på bearbejdeligheden; Det danner ikke-metalliske, oxidiske og slibende indeslutninger.
Al, Ti, V, Nb anvendes som finkornet behandling af stål. De gør stålet sejere og vanskeligere at bearbejde.
P, C, N i ferrit sænker duktiliteten, hvilket øger klæbeslitage.
Positiv effekt
Pb i stål med fri bearbejdning (med lavt smeltepunkt) reducerer friktionen mellem spån og skær, reducerer slid og forbedrer spånbrydningen.
Ca, Mn (+S) danner bløde smørende sulfider. Højt S-indhold forbedrer bearbejdeligheden og spånbrydningen.
Svovl (S) har en gavnlig effekt på bearbejdeligheden. Små forskelle, som dem mellem 0,001 % og 0,003 %, kan have stor indflydelse på bearbejdeligheden. Denne effekt anvendes i stål til fri bearbejdning. Svovlindhold på omkring 0,25% er typisk. Svovl danner indeslutninger af blødt mangansulfid (MnS), der danner et smørende lag mellem spånen og skærkanten. MnS vil også forbedre spånbrud. Bly (Pb) har en lignende virkning og anvendes ofte i kombination med S i automatstål i mængder på omkring 0,25 %.
Både positive og negative
Si, Al, Ca danner oxidindeslutninger, der øger slid. Inklusioner i stål har stor indflydelse på bearbejdeligheden, selv om de udgør en meget lille procentdel af den samlede sammensætning. Denne indflydelse kan være både negativ og positiv. For eksempel bruges aluminium (Al) til at deoxidere jernsmelten. Aluminium danner imidlertid hårdt slibende aluminiumoxid (Al2O3), hvilket har en skadelig virkning på bearbejdeligheden (sammenlign aluminiumoxidbelægningen på et skær). Denne negative effekt kan dog modvirkes ved at tilsætte calcium (Ca), som vil danne en blød skal omkring slibende partikler.
- Støbt stål har en ru overfladestruktur, der kan omfatte sand og slagge, og stiller store krav til skærkantens sejhed
- Valset stål udviser en temmelig stor kornstørrelse, hvilket gør strukturen ujævn og forårsager variationer i skærekræfterne
- Smedet stål har en mindre kornstørrelse og er mere ensartet i strukturen, hvilket giver færre problemer ved skæring
MC-koder for stål
Stål klassificeres ud fra et bearbejdelighedssynspunkt i ulegeret, lavtlegeret, højtlegeret og sintret stål.
| MC code | Material group | Material sub-group | Manufacturing process | Heat treatment | nom | Specific cutting force, kc1 (N/mm2) | mc | ||||
| P1.1.Z.AN | 1 | unalloyed Mn<1.65 | 1 | <=0.25% C | Z | forged/rolled/cold drawn | AN | annealed | 125 HB | 1500 | 0.25 |
| P1.1.Z.HT | 1 | 1 | Z | HT | hardened+tempered | 190 HB | 1770 | 0.25 | |||
| P1.2.Z.AN | 1 | 2 | >0.25... <=0.55% C | Z | forged/rolled/cold drawn | AN | annealed | 190 HB | 1700 | 0.25 | |
| P1.2.Z.HT | 1 | 2 | Z | HT | hardened+tempered | 210 HB | 1820 | 0.25 | |||
| P1.3.Z.AN | 1 | 3 | high carbon, >0.55% C | Z | forged/rolled/cold drawn | AN | annealed | 190 HB | 1750 | 0.25 | |
| P1.3.Z.HT | 1 | 3 | Z | HT | hardened+tempered | 300 HB | 2000 | 0.25 | |||
| P1.4.Z.AN | 1 | 4 | free cutting steel | Z | forged/rolled/cold drawn | AN | annealed | 220 HB | 1180 | 0.25 | |
| P1.5.C.HT | 1 | 5 | all carbon content (cast) | C | cast | HT | untreated | 150 HB | 1400 | 0.25 | |
| P1.5.C.AN | 1 | 5 | C | AN | hardened+tempered | 300 HB | 2880 | 0.25 | |||
| P2.1.Z.AN | 2 | low alloyed (alloying elements <=5%) | 1 | <=0.25% C | Z | forged/rolled/cold drawn | AN | annealed | 175 HB | 1700 | 0.25 |
| P2.2.Z.AN | 2 | 2 | >0.25... <=0.55% C | Z | AN | 240 HB | 1950 | 0.25 | |||
| P2.3.Z.AN | 2 | 3 | high carbon, >0.55% C | Z | AN | 260 HB | 2020 | 0.25 | |||
| P2.4.Z.AN | 2 | 4 | free cutting steel | Z | AN | 225 HB | | ||||
| P2.5.Z.HT | 2 | 5 | all carbon content (hard ended and tempered) | Z | forged/rolled/cold drawn | HT | hardened+tempered | 330 HB | 2000 | 0.25 | |
| P2.6.Z.UT | 2 | 6 | all carbon content (cast) | C | cast | UT | untreated | 200 HB | 1600 | 0.25 | |
| P2.6.Z.HT | 2 | 6 | C | HT | hardened+tempered | 380 HB | 3200 | 0.25 | |||
| P3.0.Z.AN | 3 | high alloyed (alloying elements >5%) | 0 | main group | Z | forged/rolled/cold drawn | AN | annealed | 200 HB | 1950 | 0.25 |
| P3.0.Z.HT | 3 | 0 | Z | HT | hardened+tempered | 380 HB | 3100 | 0.25 | |||
| P3.0.C.UT | 3 | 0 | C | cast | UT | untreated | 200 HB | 1950 | 0.25 | ||
| P3.0.C.HT | 3 | 0 | C | HT | hardened+tempered | 340 HB | 3040 | 0.25 | |||
| P3.1.Z.AN | 3 | 1 | HSS | Z | forged/rolled/cold drawn | AN | annealed | 250 HB | 2360 | 0.25 | |
| P3.2.C.AQ | 3 | 2 | Manganese steel | C | cast | AQ | annealed/quenched or annealed | 300 HB | 3000 | 0.25 | |
| P4.0.S.NS | 4 | sintered steels | 0 | main group | S | sintered | NS | not specified | 150 HB | ||
Ulegeret stål – P 1.1-1.5
Definition
I ulegeret stål er kulstofindholdet normalt kun 0,8%, mens legeret stål har yderligere legeringselementer. Hårdheden varierer fra 90 til 350HB. Et højere kulstofindhold (>0,2%) muliggør hærdning af materialet.
Almindelige komponenter
Fremherskende anvendelser omfatter: konstruktionsstål, konstruktionsstål, dybtrukne og stemplede produkter, trykbeholderstål og en række støbte stål. Generelle anvendelser omfatter: aksler, aksler, rør, smedede og svejsede konstruktioner (C<0,25%).
Bearbejdelighed
Vanskeligheder med spånbrydning og udtværingstendenser (bebygget kant) kræver særlig opmærksomhed i stål med lavt kulstofindhold (< 0,25%). Høje skærehastigheder og skarpe kanter og/eller geometrier med en positiv riveflade og tynde, belagte kvaliteter mindsker tendenserne til udtværing. Ved drejning anbefales det, at spåndybden forbliver tæt på eller større end næseradiussen for at forbedre spånbrydningen. Generelt er bearbejdeligheden meget god til hærdet stål. De har dog en tendens til at generere relativt stort flankeslid på skærkanterne.
Lavtlegeret stål – P 2.1-2.6
Definition
Lavtlegeret stål er det mest almindelige materiale, der i øjeblikket findes til metalbearbejdning. Gruppen omfatter både bløde og hærdede materialer (op til 50 HRc).

Almindelige komponenter
Mo- og Cr-legeret trykbeholderstål anvendes til højere temperaturer. Generelle anvendelser omfatter: aksler, aksler, konstruktionsstål, rør og smedegods. Eksempler på komponenter til bilindustrien er: stænger, knastaksler, cv-led, hjulnav, styrehjul.
Bearbejdelighed
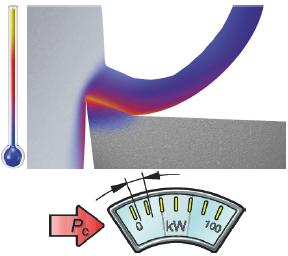
Legeret ståls bearbejdelighed afhænger af legeringsindholdet og varmebehandlingen (hårdhed). For alle materialer i gruppen er de mest almindelige slidmekanismer grube- og fasslid.
Hærdede materialer producerer større varme i skærezonen og kan resultere i plastisk deformation af skærkanten.
Højtlegeret stål – P 3.0-3.2
Definition
Højlegeret stål omfatter kulstofstål med et samlet legeringsindhold på over 5%. Denne gruppe omfatter både bløde og hærdede materialer (op til 50 HRc).
Almindelige komponenter
Typiske anvendelser af disse ståltyper omfatter: maskindele, matricer, hydrauliske komponenter, cylindre og skærende værktøjer (HSS).
Bearbejdelighed
Generelt falder bearbejdeligheden ved højere legeringsindhold og hårdhed. For eksempel har skærkanten ved 12-15% legeringselementer og hårdhed op til 450 HB brug for god varmebestandighed for at modstå plastisk deformation.
ISO M rustfrit stål
- MC-koder for rustfrit stål
- Ferritisk og martensitisk rustfrit stål – P5.0-5.1
- Austenitisk og superaustenitisk rustfrit stål – M1.0-2.0
- Duplex rustfrit stål – M 3.41-3.42
Hvad er ISO M rustfrit stål?
- En legering med elementet jern (Fe) som den vigtigste bestanddel
- Har et kromindhold, der er højere end 12%
- Har et generelt lavt kulstofindhold (C ≤ 0,05 %)
- Forskellige tilsætninger af nikkel (Ni), krom (Cr), molybdæn (Mo), niob (Nb) og titanium (Ti) leverer forskellige egenskaber, såsom modstandsdygtighed over for korrosion og styrke ved høje temperaturer
- Krom kombineres med ilt (O) for at skabe et passiverende lag af Cr2O3 på stålets overflade, hvilket giver materialet en ikke-ætsende egenskab
Bearbejdelighed generelt
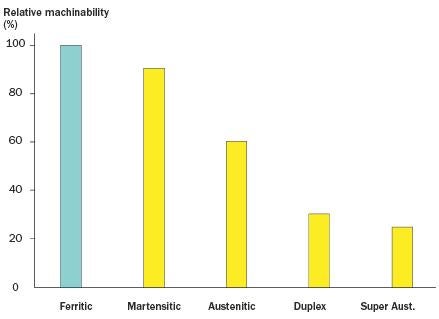
Bearbejdeligheden af rustfrit stål varierer afhængigt af legeringselementer, varmebehandling og fremstillingsprocesser (smedet, støbt osv.) Generelt falder bearbejdeligheden med et højere legeringsindhold, men der fås materialer til fri bearbejdning eller bearbejdelighed i alle grupper af rustfrit stål.
- Langspånede materialer
- Spånkontrollen er rimelig i ferritiske/martensitiske materialer og bliver mere kompleks i de austenitiske og duplex typer
- Specifik skærekraft: 1800-2850 N/mm
- Bearbejdning skaber store skærekræfter, løsægsdannelse, varme og arbejdshærdede overflader
- Højere nitrogenindhold (N) Austenitisk struktur øger styrken og giver en vis modstandsdygtighed over for korrosion, men reducerer bearbejdeligheden, mens deformationshærdningen øges
- Tilsætninger af svovl (S) bruges til at forbedre bearbejdeligheden
- Højt C-indhold (>0,2%) giver relativt stort fasslid
- Mo og N reducerer bearbejdeligheden. De giver imidlertid modstand mod syreangreb og bidrager til høj temperaturstyrke
- SANMAC (Sandvik Trade Name) er et materiale, hvor bearbejdeligheden forbedres ved at optimere volumenandelen af sulfider og oxider uden at gå på kompromis med korrosionsbestandigheden
MC-koder for rustfrit stål
| MC-kode | Materialegruppe | Materiale undergruppe | Fremstillingsproces | Varmebehandling | Nom | specifik skærekraft,kc1(N/mm2) | mc | ||||
| P5.0.Z.AN | 5 | Rustfrit stål, ferritisk/martensitisk | 0 | Hovedgruppe | Z | smedet/valset/koldt/trukket | EN | Udglødet | 200 HB | 1800 | 0,21 |
| P5.0.Z.HT | 5 | 0 | Z | HT | Hærdet+tempereret | 330 HB | 2300 | 0,21 | |||
| P5.0.Z.PH | 5 | 0 | Z | PH | præcipitationshærdet | 330 HB | 2800 | 0,21 | |||
| P5.O.C.UT | 5 | 0 | C | støbt | UT | ubehandlet | 250 HB | 1900 | 0,25 | ||
| P5.0.C.HT | 5 | 0 | C | HT | Hærdet+tempereret | 330 HB | 2100 | 0,25 | |||
| P5.1.Z.AN | 5 | 1 | Automatstål | Z | smedet/valset/koldt | EN | Udglødet | 200 HB | 1650 | 0,21 | |
| M1.0.Z.AQ | 1 | Austenitisk | 0 | Hovedgruppe | Z | smedet/valset/koldt/trukket | AQ | Udglødet/slukket eller udglødet | 200 HB | 2000 | 0,21 |
| M1.0.Z.PH | 1 | 0 | Z | PH | præcipitationshærdet | 300 HB | 2400 | 0,21 | |||
| M1.0.C.UT | 1 | 0 | C | støbt | UT | ubehandlet | 200 HB | 1800 | 0,25 | ||
| M1.1.Z.AQ | 1 | 1 | bearbejdelighed forbedret (som SANMAC) | Z | smedet/valset/koldt/trukket | AQ | Udglødet/slukket eller udglødet | 200 HB | 2000 | 0,21 | |
| M1.1.Z.AQ | 1 | 2 | Automatstål | Z | AQ | 200 HB | 1800 | 0,21 | |||
| M1.3.Z.AQ | 1 | 3 | Ti-stabiliseret | Z | AQ | 200 HB | 1800 | 0,21 | |||
| M1.3.C.AQ | 1 | 3 | C | støbt | AQ | 200 HB | 1800 | 0,25 | |||
| M2.0.Z.AQ | 2 | superaustenitisk Ni>=20% | 0 | Hovedgruppe | Z | smedet/valset/koldt/trukket | AQ | 200 HB | 2300 | 0,21 | |
| M2.0.C.AQ | 2 | 0 | C | støbt | AQ | 200 HB | 2150 | 0,25 | |||
| M3.1.Z.AQ | 3 | Duplex (austenitisk/ferritisk) | 1 | >60% ferrit (tommelfingerregel N<0,10%) | Z | smedet/valset/koldt/trukket | AQ | Udglødet/slukket eller udglødet | 230 HB | 2000 | 0,21 |
| M3.1.C.AQ | 3 | 1 | C | støbt | AQ | 230 HB | 1800 | 0,25 | |||
| M3.2.Z.AQ | 3 | 2 | <60% ferrit (tommelfingerregel N>=0,10%) | Z | smedet/valset/koldt/trukket | AQ | 260 HB | 2400 | 0,21 | ||
| M3.2.C.AQ | 3 | 2 | C | støbt | AQ | 260 HB | 2200 | 0,25 | |||
Identifikation af emnematerialegruppe
Den mikrostruktur, som et rustfrit stål opnår, afhænger primært af dets kemiske sammensætning, hvor de vigtigste legeringskomponenter krom (Cr) og nikkel (Ni) er vigtigst (se diagram). I virkeligheden kan variationen være bred på grund af indflydelsen fra andre legeringskomponenter, der stræber efter at stabilisere enten austenitten eller ferritten. Strukturen kan også ændres ved varmebehandling eller i nogle tilfælde ved koldbearbejdning. Udfældningshærdende, ferritisk eller austenitisk rustfrit stål har en øget trækstyrke.
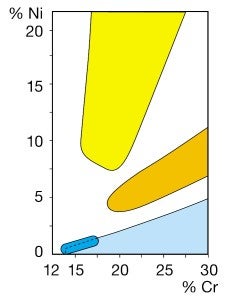

Austenitisk stål

Austenitisk-ferritisk (duplex) stål

Ferritisk kromstål

Martensitisk kromstål
Ferritisk og martensitisk rustfrit stål – P5.0-5.1
Definition
Fra et bearbejdelighedssynspunkt klassificeres ferritisk og martensitisk rustfrit stål som ISO P. Normalt Cr-indhold er 12-18%. Kun små tilføjelser af andre legeringselementer er til stede.
Martensitisk rustfrit stål har et relativt højt kulstofindhold, hvilket gør det hærdeligt. Ferritisk stål har magnetiske egenskaber. Svejsbarheden er lav for både ferritisk og martensitisk og medium til lav modstandsdygtighed over for korrosion, som øges med et større Cr-indhold.

Almindelige komponenter
Anvendes ofte i applikationer, der stiller begrænsede krav til korrosionsbestandighed. Det ferritiske materiale er relativt billigt på grund af det begrænsede Ni-indhold. Som eksempler på anvendelser kan nævnes: aksler til pumper, turbiner, damp- og vandturbiner, møtrikker, bolte, varmtvandsvarmere, papirmasse- og fødevareforarbejdningsindustrien som følge af lavere krav til korrosionsbestandighed.
Martensitisk stål kan hærdes og bruges til kanter i bestikstål, barberblade, kirurgiske instrumenter osv.
Bearbejdelighed
Generelt er bearbejdeligheden god og meget lig lavtlegeret stål. Derfor er det klassificeret som et ISO P-materiale. Højt kulstofindhold (>0,2%) muliggør hærdning af materialet. Bearbejdning vil skabe flanke- og grubeslid med en vis løsægsdannelse. ISO P-kvaliteter og geometrier fungerer godt.
Austenitisk og superaustenitisk rustfrit stål – M1.0-2.0
Definition
Austenitisk stål er den primære gruppe af rustfrit stål; den mest almindelige sammensætning er 18% Cr og 8% Ni (f.eks. 18/8-stål, type 304). Et stål med bedre korrosionsbestandighed skabes ved at tilsætte 2-3% molybdæn, som ofte kaldes "syrefast stål" (type 316). MC-gruppen omfatter også superaustenitisk rustfrit stål med et Ni-indhold på over 20%. Det austenitiske udfældningshærdende stål (PH) har en austenitisk struktur i varmebehandlet tilstand og et Cr-indhold på >16% og et Ni-indhold på >7%, med ca. 1% aluminium (Al). Et typisk nedbørshærdet stål er 17/7 PH stål.

Almindelige komponenter
Anvendes i komponenter, hvor der kræves god korrosionsbestandighed. Meget god svejsbarhed og gode egenskaber ved høje temperaturer. Anvendelsesområderne omfatter: kemi-, papirmasse- og fødevareforarbejdningsindustrien samt udstødningsmanifolder til fly. Gode mekaniske egenskaber forbedres ved koldbearbejdning.
Bearbejdelighed
Arbejdshærdning producerer hårde overflader og hårde spåner, hvilket igen fører til stråleslid. Det skaber også vedhæftning og producerer løsægsdannelse (BUE). Den har en relativ bearbejdelighed på 60 %. Hærdningstilstanden kan rive belægning og substratmateriale fra kanten, hvilket resulterer i udflisning og dårlig overfladefinish. Austenit producerer hårde, lange, kontinuerlige chips, som er vanskelige at bryde. Tilføjelse af S forbedrer bearbejdeligheden, men resulterer i lavere modstandsdygtighed over for korrosion. Brug skarpe kanter med en positiv geometri. Skær under det arbejdshærdede lag. Hold spåndybden konstant. Genererer meget varme, når den bearbejdes.
Duplex rustfrit stål – M 3.41-3.42
Definition
Ved at tilsætte Ni til et ferritisk rustfrit Cr-baseret stål, dannes en blandet basestruktur/matrix, der indeholder både ferrit og austenit. Dette kaldes et duplex rustfrit stål. Duplex materialer har en høj trækstyrke og opretholder en meget høj korrosionsbestandighed. Betegnelser som super-duplex og hyper-duplex indikerer højere indhold af legeringselementer og endnu bedre korrosionsbestandighed. Et Cr-indhold mellem 18 og 28% og et Ni-indhold mellem 4 og 7% er almindelige i duplexstål og vil producere en ferritisk andel på 25-80%. Ferrit- og austenitfasen er normalt til stede ved stuetemperatur ved henholdsvis 50-50%.

Almindelige komponenter
Anvendes i maskiner til den kemiske industri, fødevare-, bygge-, medicinal-, cellulose- og papirfremstillingsindustrien og i processer, der indeholder syrer eller klor. Ofte bruges til udstyr relateret til off-shore olie- og gasindustrien.
Bearbejdelighed
Den relative bearbejdelighed er generelt dårlig, 30%, på grund af højt udbyttepunkt og høj trækstyrke. Et højere ferritindhold på over 60 % forbedrer bearbejdeligheden. Bearbejdning giver stærke spåner, som kan forårsage spånhamring og skabe store skærekræfter. Genererer meget varme under bearbejdningen, hvilket kan forårsage plastisk deformation og kraftigt grubeslid.
Små indgrebsvinkler er at foretrække for at undgå stråleslid og gratdannelse. Stabilitet i værktøjsfastspænding og emnefastgørelse er afgørende.
ISO K støbejern
- MC-koder for støbejern
- Aducérbart støbejern (MCI) K 1.1-1.2 og gråt støbejern (GCI) K 2.1-2.3
- Nodulært støbejern (NCI) K 3.1-3.5
- Kompakt grafitjern (CGI) K 4.1-4.2
- Udglødet duktilt jern (ADI) K 5.1- 5.3
Hvad er ISO K støbejern?
Der er 5 hovedtyper af støbejern:
- Gråt støbejern (GCI)
- Aducérgods (MCI)
- Nodulært støbejern (NCI)
- Kompakt grafitjern (CGI)
- Udglødet duktilt jern (ADI)
Støbejern er en Fe-C-sammensætning med en relativt høj procentdel af Si (1-3%). Kulstofindholdet er over 2%, hvilket er den maksimale opløselighed af C i den austenitiske fase. Cr (krom), Mo (molybdæn) og V (vanadium) danner hårdmetal, som øger styrke og hårdhed, men reducerer bearbejdeligheden.
Bearbejdelighed generelt
- Kortspånet materiale med god spånkontrol under de fleste forhold. Specifik skærekraft: 790 – 1350 N/mm
- Bearbejdning ved højere hastigheder, især i støbejern med sandindeslutninger, skaber abrasivt slid
- NCI, CGI og ADI kræver ekstra opmærksomhed på grund af de forskellige mekaniske egenskaber og tilstedeværelsen af grafit i matrixen sammenlignet med normal GCI
- Støbejern bearbejdes ofte med negative skærtyper, da disse giver stærke skærkanter og sikre applikationer
- Hårdmetalsubstraterne skal være hårde, og belægningerne skal være af tykke aluminiumoxidtyper for god modstandsdygtighed over for abrasivt slid
- Støbejern bearbejdes traditionelt tørt, men kan også bruges under våde forhold, hovedsageligt for at holde forureningen af støv fra kulstof og jern på et minimum. Der fås også kvaliteter, der passer til applikationer med kølevæsketilførsel
Indflydelse af hårdhed
- Hårdhedens indflydelse i forbindelse med bearbejdelighed for støbejern følger de samme regler som for ethvert andet materiale
- For eksempel har ADI (udglødet duktilt jern) og CGI (komprimeret grafitjern) samt NCI (nodulært støbejern) hårdheder op til 300-400 HB
- HB. MCI og GCI gennemsnit 200-250 HB
- Hvidt støbejern kan opnå en hårdhed over 500 HB ved hurtige kølehastigheder, hvor kulstoffet reagerer med jernet og danner et hårdmetal Fe3C (cementit) i stedet for at være til stede som frit kulstof. Hvidt støbejern er meget slibende og vanskeligt at bearbejde
MC-koder for støbejern
Fra et bearbejdelighedssynspunkt klassificeres støbejern i formbare, grå, nodulære, komprimerede grafitjern (CGI) og udglødede duktile jern (ADI). Nogle af de højere hårdheder kan findes i nodulært støbejern og ADI'erne.
| MC-kode | Materialegruppe | Materiale undergruppe | Fremstillingsproces | Varmebehandling | Nom | Specifik kraft kc1(N/mm2) | mc | ||||
| K1.1.C.NS | 1 | Formbart | 1 | Lav trækstyrke | C | Støbt | NS | Ikke specificeret | 200 HB | 780 | 0,28 |
| K1.2.C.NS | 1 | 2 | Høj trækstyrke | C | NS | 260 HB | 1020 | 0,28 | |||
| K2.1.C.UT | 2 | Grå | 1 | Lav trækstyrke | C | Støbt | UT | Ubehandlet | 180 HB | 900 | 0,28 |
| K2.2.C.UT | 2 | 2 | Høj trækstyrke | C | UT | 245 HB | 1100 | 0,28 | |||
| K2.3.C.UT | 2 | 3 | Austenitisk | C | UT | 175 HB | 1300 | 0,28 | |||
| K3.1.C.UT | 3 | Nodulær | 1 | Ferritisk | C | Støbt | UT | Ubehandlet | 155 HB | 870 | 0,28 |
| K3.2.C.UT | 3 | 2 | Ferritisk/perlitisk | C | UT | 215 HB | 1200 | 0,28 | |||
| K3.3.C.UT | 3 | 3 | Perlitisk | C | UT | 265 HB | 1440 | 0,28 | |||
| K3.4.C.UT | 3 | 4 | Martensitisk | C | UT | 330 HB | 1650 | 0,28 | |||
| K3.5.C.UT | 3 | 5 | Austenitisk | C | UT | 190 HB | |||||
| K4.1.C.UT | 4 | CGI | 1 | Lav trækstyrke (perlit <90%) | C | Støbt | UT | Ubehandlet | 160 HB | 680 | 0,43 |
| K4.2.C.UT | 4 | 2 | Høj trækstyrke (perlit >=90%) | C | UT | 230 HB | 750 | 0,41 | |||
| K5.1.C.NS | 5 | ADI | 1 | Lav trækstyrke | C | Støbt | NS | Ikke specificeret | 300 HB | ||
| K5.2.C.NS | 5 | 2 | Høj trækstyrke | C | NS | 400 HB | |||||
| K5.3.C.NS | 5 | 3 | Ekstra høj trækstyrke | C | NS | 460 HB | |||||
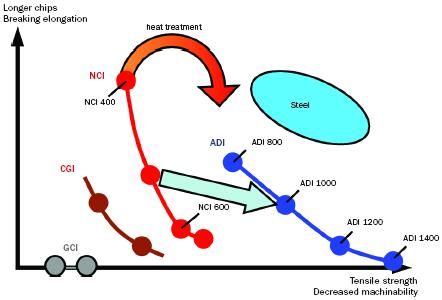
Den udglødende varmebehandling omdanner duktilt jern (NCI) til udglødet duktilt jern (ADI).
Aducérbart støbejern (MCI) K 1.1-1.2 og gråt støbejern (GCI) K 2.1-2.3
Definition
Aducérbart støbejern fremstilles af en tæt på hvid jernmatrix, som derefter varmebehandles i to trin, hvilket producerer en ferrit + perlit + hærdet kulstofstruktur, hvilket fører til uregelmæssige grafitkorn sammenlignet med den mere brudfremkaldende lamellære struktur i det grå støbejern. Dette betyder, at det formbare materiale er mindre følsomt over for revner, og dets værdier for brudstyrke og forlængelse er højere.
Gråt støbejern har grafitten i typisk flageform, og de vigtigste egenskaber er: lav slagstyrke (skør opførsel); god varmeledningsevne, mindre varme, når motoren kører, og lav varme i skæreprocessen; Gode dæmpningsegenskaber, absorberer vibrationerne i motoren.
Almindelige komponenter
Komponenter fremstillet af MCI omfatter: aksellejer, sporhjul, rørfittings og højstyrkegear. Komponenter fremstillet fra GCI omfatter: stegepander, motorblokke, cylindre til kompressorer, gear og gearkassehuse.
Bearbejdelighed
Aducérbart støbejern har en højere trækstyrke end GCI og ligner NCI i sin bearbejdelighed, men begge har generelt fremragende bearbejdningsegenskaber. Generelt øger støbejern med en perlitisk strutur slibende slid, mens ferritiske strukturer øger klæbesliddet.
Gråt støbejern har lav slagstyrke, genererer lave skærekræfter, og bearbejdeligheden er meget god. Slid skabes kun i skæreprocessen ved slid; Der er intet kemisk slid. Gråt støbejern legeres ofte med Cr for at forbedre de mekaniske egenskaber. Den højere styrke vil resultere i nedsat bearbejdelighed.
Nodulært støbejern (NCI) K 3.1-3.5
Definition
Nodulært støbejern har sfærisk formet grafit, og de vigtigste egenskaber er god stivhed (Youngs modul); god slagstyrke = sejt materiale, ikke skørt; god trækstyrke; dårlige dæmpningsegenskaber, absorberer ikke vibrationerne i motoren; Dårlig varmeledningsevne, højere varme i skæreprocessen. I sammenligning med GCI vises grafitten i NCI i form af knuder, hvilket bidrager til højere trækegenskaber og sejhed.

Almindelige komponenter
Nav, slanger, ruller, udstødningsmanifolder, krumtapaksler, differentialhuse, lejehætter, udstødningsmanifolder, sengeplader, turboladerhuse, koblingsplader og svinghjul.
Turboladerhuse og udstødningsmanifolder er ofte lavet af SiMo-legeret støbejern, som er mere modstandsdygtigt over for varme.
Bearbejdelighed
Nodulært støbejern har en stærk tendens til at danne en bebygget kant. Denne tendens er stærkere for de blødere NCI-materialer med et højere ferritisk indhold. Ved bearbejdning af komponenter med højt ferritisk indhold og afbrudt spån er vedhæftningsslid ofte den dominerende slidmekanisme. Dette kan medføre problemer med afskalning af belægningen.
Vedhæftningsproblemet er mindre udtalt ved hårdere NCI-materialer, der har et højere perlitisk indhold. Her er der større sandsynlighed for abrasivt slid og/eller plastisk deformation.
Kompakt grafitjern (CGI) K 4.1-4.2
Definition
CGI er et materiale, der både kan opfylde de stigende krav til styrke og vægtreduktion og samtidig bevare en rimelig bearbejdelighed. CGI's termiske og dæmpende egenskaber ligger mellem NCI og GCI. Modstandsdygtigheden over for metaltræthed er dobbelt så stor som for gråt jern. Grafitpartiklerne i CGI er aflange og tilfældigt orienterede, som i gråt støbejern, men de er kortere, tykkere og har afrundede kanter. Den korallignende morfologi i CGI sammen med grafitpartiklernes afrundede kanter og uregelmæssige ujævne overflader giver stærk vedhæftning mellem grafitten og jernmatrixen. Derfor er de mekaniske egenskaber så forbedrede i CGI i forhold til gråt støbejern. CGI med et perlitisk indhold under 90% er mest almindeligt.
Almindelige komponenter
CGI er velegnet til motorfremstilling, hvor der er brug for lettere og stærkere materialer, der kan absorbere mere kraft. Motorblokkens vægt alene kan reduceres med ca. 20 procent sammenlignet med en fremstillet af GCI. Andre eksempler er topstykker og skivebremser.
Bearbejdelighed
Fra et bearbejdelighedssynspunkt ligger kompakt grafitjern mellem gråt og nodulært støbejern. Med to til tre gange så stor trækstyrke som gråt støbejern og lavere varmeledningsevne genererer bearbejdning af CGI højere skærekræfter og mere varme i skærezonen. Et øget indhold af titanium i CGI-materialet påvirker værktøjslevetiden negativt.
De mest almindelige bearbejdningsoperationer er planfræsning og cylinderopboring. I stedet for cylinderopboring kan et metodeskift til cirkulær fræsning forbedre både værktøjslevetiden og produktiviteten.
Udglødet duktilt jern (ADI) K 5.1- 5.3
Definition
Austempered ductile iron danner en familie af varmebehandlede støbejern. Den udglødende varmebehandling omdanner duktilt jern til udglødet duktilt jern (ADI), hvis egenskaber omfatter fremragende styrke, sejhed og træthedsegenskaber. ADI er stærkere pr. vægtenhed end aluminium og lige så slidstærk som stål. Træk- og flydespændingsværdier er dobbelt så høje som for standard duktilt jern. Udmattelsesstyrken er 50% højere, og den kan forbedres ved shotpeening eller filetvalsning.

Almindelige komponenter
ADI-støbegods fortrænger i stigende grad stålsmedede og støbegods, svejsede fabrikationer, karbureret stål og aluminium på grund af dets overlegne ydeevne. Dens dominerende anvendelser er i bilindustrien, hvor den bruges til affjedrings- og transmissionsdele mv. Det bruges også i kraft / energi og minedrift og byggeri.
Bearbejdelighed
Der kan forventes en reduktion på 40-50% i værktøjslevetiden sammenlignet med NIC. Trækstyrke og duktilitet af ADI er tæt på stål, men spåndannelsesprocessen klassificerer ADI som et duktilt jern (segmenteret spåndannelse). ADI's mikrohårdhed er højere sammenlignet med stål med sammenlignelig hårdhed. Højere ADI-kvaliteter indeholder hårde partikler i mikrostrukturen. Høje termiske og mekaniske belastninger på grund af høj styrke og duktilitet vil koncentrere slid nær skærkanten på grund af den segmenterede spåndannelsesproces og slid på den øverste rive. Hærdning under spåndannelse resulterer i høje dynamiske skærekræfter. Skærkanttemperaturen er en stærk faktor til bestemmelse af slid.
ISO N ikke-jernholdige materialer
Hvad er ISO N ikke-jernholdige materialer?
- Denne gruppe indeholder ikke-jernholdige, bløde metaller med hårdheder under 130 HB, undtagen bronzer med høj styrke (>225HB)
- Aluminiumlegeringer (Al), der indeholder mindre end 12-13% silicium (Si), udgør den største del
- MMC: Metalmatrix Komposit: Al + SiC (20-30%)
- Magnesiumbaserede legeringer
- Kobber: elektrolytisk kobber med 99,95% Cu
- Bronze: kobber med Tin (Sn) (10-14%) og/eller aluminium (3-10%)
- Messing: kobber (60-85%) med zink (Zn) (40-15%)
Bearbejdelighed af aluminium
- Langspånede materialer
- Relativt let spånkontrol, hvis legeret
- Pure Al er klæbrig og kræver skarpe skærkanter og høj vc
- Specifik skærekraft: 350-700 N/mm
- Skærekræfterne og dermed den effekt, der kræves for at bearbejde dem, er lave
- Materialet kan bearbejdes med finkornede, ubelagte hårdmetalkvaliteter, når Si-indholdet er under 7-8 %, og med PCD-spidsede kvaliteter til aluminium med et højere Si-indhold
- Over eutektisk Al med højere Si-indhold > 12% er meget slibende
Almindelige komponenter
Motorblok, topstykke, transmissionshuse, huse, aerospace-rammekomponenter.
MC-koder for N-materialer
| MC-kode | Materialegruppe | Undergruppe af materialer | Fremstillingsproces | Varmebehandling | Nom | Specifik skærekraft kc1 (N/mm2) | mc | ||||
| N1.1.Z.UT | 1 | Aluminiumbaserede legeringer | 1 | Kommercielt ren | Z | Støbt | UT | Ubehandlet | 30 HB | 350 | 0,25 |
| N1.2.Z.UT | 1 | 2 | AlSi-legeringer, Si<=1% | Z | UT | 60 HB | 400 | 0,25 | |||
| N1.2.Z.AG | 1 | 2 | Z | AG | Aldret | 100 HB | 650 | 0,25 | |||
| N1.2.S.UT | 1 | 2 | S | Sintret | UT | Ubehandlet | 75 HB | 410 | 0,25 | ||
| N1.2.C.NS | 1 | 2 | C | Støbt | NS | Ikke specificeret | 80 HB | 410 | 0,25 | ||
| N1.3.C.UT | 1 | 3 | AlSi-støbte legeringer, Si<=1% og <13% | C | UT | Ubehandlet | 75 HB | 600 | 0,25 | ||
| N1.3.C.AG | 1 | 3 | C | AG | Aldret | 90 HB | 700 | 0,25 | |||
| N1.4.C.NS | 1 | 4 | AlSi-støbte legeringer, Si>=13% | C | NS | Ikke specificeret | 130 HB | 700 | 0,25 | ||
| N2.0.C.UT | 2 | Magnesiumbaserede legeringer | 0 | Hovedgruppe | C | Støbt | UT | Ubehandlet | 70 HB | | |
| N3.1.U.UT | 3 | Kobberbaserede legeringer | 1 | Blyfri kobberlegeringer (inkl. elektrolytisk kobber) | U | Ikke specificeret | UT | Ubehandlet | 100 HB | 1350 | 0,25 |
| N3.2.C.UT | 3 | 2 | Blyholdig messing & bronzer (Pb<=1%) | C | Støbt | UT | 90 HB | 550 | 0,25 | ||
| N3.3.S.UT | 3 | 2 | S | Sintret | UT | 35 HB | | | |||
| N3.3.U.UT | 3 | 3 | Fritskærende kobberbaserede legeringer (Pb>1%) | U | Uspecificeret | UT | 110 HB | 550 | 0,25 | ||
| N3.4.C.UT | 3 | 4 | Bronzer med høj styrke (>225HB) | C | Støbt | UT | 300 HB | | | ||
| N4.0.C.UT | 4 | Zinkbaserede legeringer | 0 | Hovedgruppe | C | Støbt | UT | Ubehandlet | 70 HB | | |
ISO S HRSA og titanium
- MC-koder for S-materialer
- HRSA-materialer – S 1.0-3.0
- Titanium-S 4.1-4.4
Hvad er ISO S HRSA og titanium?
- ISO S-gruppen kan opdeles i varmebestandige superlegeringer (HRSA) og titanium
- HRSA-materialer kan opdeles i tre grupper: Nikkelbaserede, jernbaserede og koboltbaserede legeringer
- Tilstand: udglødet, opløsning varmebehandlet, ældet, valset, smedet, støbt
- Egenskaber: øget legeringsindhold (Co mere end Ni), resulterer i bedre modstandsdygtighed over for varme, øget trækstyrke og højere ætsende modstand
Bearbejdelighed generelt
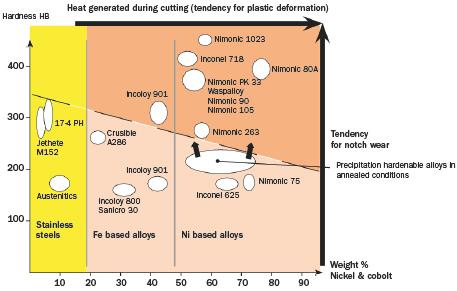
= Rustfrit stål
= Varmebehandlet (ældet)

= Opløsningsbehandling (udglødet)
- De fysiske egenskaber og bearbejdningsegenskaberne varierer betydeligt både på grund af legeringens kemiske beskaffenhed og den præcise metallurgiske behandling, den udsættes for under fremstillingen
- Udglødning og ældning har især indflydelse på de efterfølgende bearbejdningsegenskaber
- Vanskelig spånkontrol (segmenterede spåner)
- Specifik skærekraft: 2400–3100 N/mm for HRSA og 1300–1400 N/mm for titanium
- Skærekræfterne og den krævede effekt er ret høje
Aldring
For at opnå højere styrke kan varmebestandige legeringer "nedbørshærdes".
Ved at behandle materialet ved forhøjede temperaturer, dvs. ældningsbehandling, udfældes små intermetalliske partikler i legeringen. Disse partikler vil hindre bevægelse i krystalstrukturen, og som følge heraf vil materialet være vanskeligere at deformere.
MC-koder for S-materialer
Ud fra et bearbejdelighedssynspunkt klassificeres HRSA-stål i jern-, nikkel- og koboltbaserede materialer. Titanium er opdelt i kommercielt rene alfa-legeringer og nær alfa-legeringer, alfa / beta-legeringer og beta-legeringer.
| MC-kode | Materialegruppe | Materiale undergruppe | Fremstillingsproces | Varmebehandling | Nom | Specifik skærekraft,kc1 (N/mm2) | mc | ||||
| S1.0.U.AN | 1 | Jernbaserede legeringer | 1 | Hovedgruppe | U | Ikke specificeret | EN | Udglødet | 200 HB | 2400 | 0,25 |
| S1.0.U.AG | 1 | 2 | U | AG | Aldret | 280 HB | 2500 | 0,25 | |||
| S2.0.Z.AN | 2 | Nikkelbaserede legeringer | 0 | Hovedgruppe | Z | Smedet/valset/koldtrukket | EN | Udglødet | 250 HB | 2650 | 0,25 |
| S2.0.Z.AG | 2 | 0 | Z | AG | Aldret | 350 HB | 2900 | 0,25 | |||
| S2.0.Z.UT | 2 | 0 | Z | UT | Ubehandlet | 275 HB | 2750 | 0,25 | |||
| S2.0.C.NS | 2 | 0 | C | Støbt | NS | Ikke specificeret | 320 HB | 3000 | 0,25 | ||
| S3.0.Z.AN | 3 | Koboltbaserede legeringer | 0 | Hovedgruppe | Z | Smedet/valset/koldtrukket | EN | Udglødet | 200 HB | 2700 | 0,25 |
| S3.0.Z.AG | 3 | 0 | Z | AG | Aldret | 300 HB | 3000 | 0,25 | |||
| S3.0.C.NS | 3 | 0 | C | Støbt | NS | Ikke specificeret | 320 HB | 3100 | 0,25 | ||
| S4.1.Z.UT | 4 | Titaniumbaserede legeringer | 1 | Kommercielt ren(>99,5% Ti) | Z | Smedet/valset/koldtrukket | UT | Ubehandlet | 200 HB | 1300 | 0,23 |
| S4.2.Z.AN | 4 | 2 | Alfa- og nær-alfa-legeringer | Z | EN | Udglødet | 320 HB | 1400 | |||
| S4.3.Z.AN | 4 | 3 | Alfa/beta-legeringer | Z | EN | 330 HB | 1400 | ||||
| S4.3.Z.AG | 4 | 3 | Z | AG | Aldret | 375 HB | 1400 | ||||
| S4.4.Z.AN | 4 | 4 | Beta-legeringer | Z | EN | Udglødet | 330 HB | 1400 | |||
| S4.4.Z.AG | 4 | 4 | Z | AG | Aldret | 410 HB | 1400 | ||||
| S5.0.U.NS | 3 | Wolfram baseret | 0 | Hovedgruppe | U | Ikke specificeret | NS | Ikke specificeret | 120 HB | ||
| S6.0.U.NS | 3 | Molybdæn baseret | 0 | Hovedgruppe | U | Ikke specificeret | NS | Ikke specificeret | 200 HB | ||
HRSA-materialer – S 1.0-3.0
Definition
Højkorrosionsbestandige materialer, der bevarer deres hårdhed og styrke ved højere temperaturer. Materialet anvendes ved op til 1000 °C og hærdes gennem en ældningsproces.
- Den nikkelbaserede version er den mest anvendte - over 50% af vægten af en flymotor. Udfældningshærdede materialer omfatter: Inconel 718, 706 Waspalloy, Udimet 720. Opløsningsforstærket (ikke hærdelig) omfatter: Inconel 625
- Jernbaseret materiale udvikler sig fra austenitisk rustfrit stål og har de dårligste varmestyrkeegenskaber: Inconel 909 Greek Ascolloy og A286
- Koboltbaserede materialer har den bedste ydeevne ved varme temperaturer og korrosionsbestandighed og anvendes overvejende i medicinalindustrien: Haynes 25 (Co49Cr20W15Ni10), Stellite 21, 31
- Vigtigste legeringselementer i HRSA-materialer
Ni: Stabiliserer metalstruktur og materialeegenskaber ved høje temperaturer
Co, Mo, W: øg styrken ved forhøjede temperaturer
Cr, Al, Si: forbedre modstandsdygtigheden over for oxidation og korrosion ved høj temperatur
C: øger krybestyrken

Almindelige komponenter
Aerospace-motor- og kraftgasturbiner i forbrændings- og turbinesektionerne, olie- og gasmarineapplikationer, medicinske ledimplantater, applikationer med høj korrosionsbestandighed.
Bearbejdelighed
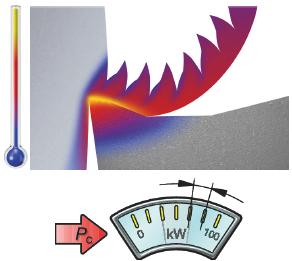
Bearbejdeligheden af HRSA-materialer øges i sværhedsgrad i henhold til følgende rækkefølge: jernbaserede materialer, nikkelbaserede materialer og koboltbaserede materialer. Alle materialer har høj styrke ved høje temperaturer og producerer segmenterede spåner under skæringen, hvilket skaber høje og dynamiske skærekræfter.
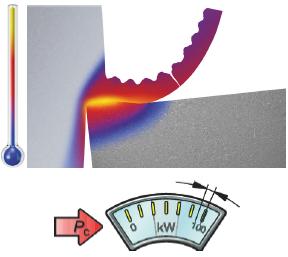
Dårlig varmeledningsevne og høj hårdhed skaber høje temperaturer under bearbejdningen. De høje styrke-, arbejdshærdnings- og vedhæftningshærdende egenskaber skaber stråleslid ved maksimal spåndybde og et ekstremt slibende miljø for skærkanten.
Hårdmetalkvaliteter skal have en god skærkantsejhed og god vedhæftning af belægningen til substratet for at give god modstandsdygtighed over for plastisk deformation. Generelt skal du bruge skær med en stor indgrebsvinkel (runde skær) og vælge en positiv skærgeometri. Til drejning og fræsning kan der, afhængigt af applikationen, anvendes keramiske kvaliteter.
Titanium-S 4.1-4.4
Definition
Titanlegeringer kan opdeles i fire klasser, afhængigt af de tilstedeværende strukturer og legeringselementer.
- Ubehandlet, kommercielt rent titanium
- Alfalegeringer – med tilsætning af Al, O og/eller N
- Betalegeringer – tilføjelser af Mb, Fe, V, Cr og/eller Mn
- Blandede a+ß-legeringer, hvori der findes en blanding af begge klasser
De blandede α+β legeringer med type Ti-6Al-4V tegner sig for størstedelen af de titanlegeringer, der i øjeblikket anvendes, primært i luftfartssektoren, men også til generelle formål. Titanium har et højt forhold mellem styrke og vægt med fremragende korrosionsbestandighed ved 60% af stålets densitet. Dette muliggør design af tyndere vægge.

Almindelige komponenter
Titanium kan anvendes under meget barske miljøer, hvilket kan forårsage betydelige korrosionsangreb på de fleste andre byggematerialer. Dette skyldes titanoxid, TiO2, som er meget modstandsdygtig og dækker overfladen i et lag, der er ca. 0,01 mm tykt. Hvis oxidlaget er beskadiget, og der er ilt til rådighed, genopbygger titanet oxidet med det samme. Velegnet til varmevekslere, afsaltningsudstyr, jetmotordele, landingsstel og strukturelle dele inden for luftfartsområdet.
Bearbejdelighed
Bearbejdeligheden af titanlegeringer er dårlig sammenlignet med både almindeligt stål og rustfrit stål, hvilket stiller særlige krav til de skærende værktøjer. Titanium har dårlig varmeledningsevne; Styrken bevares ved høje temperaturer, hvilket genererer høje skærekræfter og varme ved skærkanten. Tynde spåner med stor spåndybde og tendens til galling skaber et smalt kontaktområde på skærets overside, hvilket genererer koncentrerede skærekræfter tæt på skærkanten. En for høj skærehastighed skaber en kemisk reaktion mellem spånen og det skærende værktøjs materiale, hvilket kan resultere i pludselige skærspåner/brud. Skærende værktøjsmaterialer skal have god hårdhed ved varme, lavt koboltindhold og må ikke reagere med titanium. Finkornet, ubelagt hårdmetal anvendes normalt. Vælg en positiv/åben geometri med god skærkantsejhed.
ISO H hærdet stål
Hvad er ISO H hærdet stål?
- Denne gruppe af materialer indeholder hærdet og hærdet stål med hårdheder >45 – 68 HRC
- Almindelige ståltyper omfatter karbureringsstål (~60 HRc), kuglelejestål (~60 HRc) og værktøjsstål (~68 HRc). Hårde typer støbejern omfatter hvidt støbejern (~ 50 HRc) og ADI / Kymenit (~ 40 HRc). Konstruktionsstål (40-45 HRC), Mn-stål og forskellige typer hårde belægninger, dvs. stellit, P/M-stål og hårdmetal, tilhører også denne gruppe
- Drejning af hårdehærdede komponenter ligger typisk inden for området 55-68 HRC
Bearbejdelighed
- Hærdet stål er den mindste gruppe set fra et bearbejdningssynspunkt, og sletbearbejdning er den mest almindelige bearbejdningsoperation. Specifik skærekraft: 2550-4870 N/mm. Operationen giver normalt rimelig spånkontrol. Skærekræfter og effektkrav er ret høje
- Materialet til det skærende værktøj skal have en god modstandsdygtighed over for plastisk deformation (varm hårdhed), kemisk stabilitet (ved høje temperaturer), mekanisk styrke og modstandsdygtighed over for abrasivt slid. CBN har disse egenskaber og gør det muligt at dreje i stedet for at slibe
- Blandet eller whiskerforstærket keramik anvendes også ved drejning, når emnet har moderate krav til overfladefinish, og hårdheden er for høj til hårdmetal
- Hårdmetal dominerer i fræse- og boreapplikationer og anvendes op til ca. 60 HRc

Almindelige komponenter
Typiske komponenter omfatter: transmissionsaksler, gearkassehuse, styretøj, stanseforme.
MC-koder for hærdet stål
| | |||||||||||
| MC-kode | Materialegruppe | Materiale undergruppe | Fremstillingsproces | Varmebehandling | Nom | Specifik skærekraft kc1 (N/mm2) | mc | ||||
| H1.1.Z.HA | 1 | Stål (ekstra hårdt) | 1 | Hårdhedsniveau 50 | Z | smedet/valset/kold trukket | HA | hærdet (+hærdet) | 50 HRc | 3090 | 0,25 |
| H1.2.Z.HA | 1 | 2 | Hårdhedsniveau 55 | Z | HA | 55 HRc | 3690 | 0,25 | |||
| H1.3.Z.HA | 1 | 3 | Hårdhedsniveau 60 | Z | HA | 60 HRc | 4330 | 0,25 | |||
| H1.4.Z.HA | 1 | 4 | Hårdhedsniveau 63 | Z | HA | 63 HRc | 4750 | 0,25 | |||
| H2.0.C.UT | 2 | Kokillestøbt jern | 0 | Hovedgruppe | C | støbt | UT | ubehandlet | 55 HRc | 3450 | 0,28 |
| H3.0.C.UT | 3 | Stellitter | 0 | Hovedgruppe | C | støbt | UT | ikke specificeret | 40 HRc | | |
| H4.0.S.AN | 4 | Ferro-TiC | 0 | Hovedgruppe | S | sinteret | AN | Udglødet | 67 HRc | | |
