
CoroTurn® 300
Efektivní a vysoce kvalitní soustružení
Pokyny

Výměna břitové destičky
Výměna břitové destičky se skládá z pěti jednoduchých kroků, přičemž řešení s upínací pákou zajišťuje samosvorné uchycení břitové destičky v jejím lůžku a brání jejímu samovolnému vypadnutí, pevné opěrné body (iLock™) pak zaručují tuhost a přesnost. Použijte utahovací moment 4.5 Nm.

Připojení přívodu řezné kapaliny ke stopkovým nástrojům QS™
Existují čtyři způsoby připojení přívodu řezné kapaliny: s využitím adaptéru (první volba), s využitím připojení trubičkou ze zadní strany, s využitím připojení zpředu a zdola nebo s využitím dorazu QS a připojení trubičkou ze zadní strany

Přívod řezné kapaliny
Uzavřením kanálků pro přívod řezné kapaliny je možné volit mezi použitím samostatného přívodu řezné kapaliny pouze z horní nebo naopak ze spodní strany, nebo z obou – což představuje standardní nastavení.




Užitečné rady
Doporučení
Geometrie a nástrojové třídy břitových destiček
| Operace | Geometrie |
| Dokončování | -L4 |
| Střední obrábění | -M5 |
| Vynikající kvalita obrobené plochy / Vysoké rychlosti posuvu | -M5W |
| Podmínky obrábění | P |
| Dobré | GC4415 |
| Průměrné | GC4425 |
| Obtížné | GC4425 |
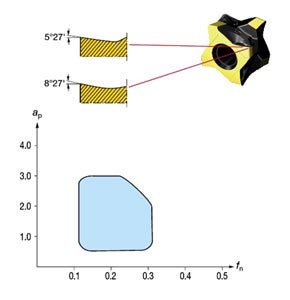
- -L4, poloměr zaoblení špičky 04: Nejlepších výsledků dosahuje při ap 0.25–3 mm (.010–.118 inch) a fn v rozmezí 0.1–0.3 mm/ot (.004–.012 inch/ot)
- -L4, poloměr zaoblení špičky 08: Nejlepších výsledků dosahuje při ap 0.5–3 mm (.020–.118 inch) a fn v rozmezí 0.12–0.32 mm/ot (.005–.013 inch/ot)
- -L4, poloměr zaoblení špičky 12: Nejlepších výsledků dosahuje při ap 0.65–3 mm (.026–.118 inch) a fn v rozmezí 0.15–0.35 mm/ot (.006–.014 inch/ot)
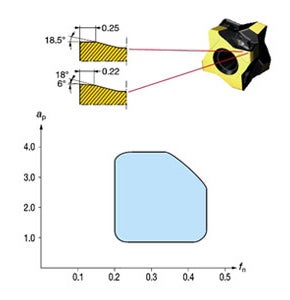
- -M5, poloměr zaoblení špičky 08: Nejlepších výsledků dosahuje při ap 0.8–3.8 mm (.031 –.150 inch) a fn v rozmezí 0.2–0.45 mm/ot (.008–.018 inch/ot)
- -M5, poloměr zaoblení špičky 12: Nejlepších výsledků dosahuje při ap 1.2–3.8 mm (.047–.150 inch) a fn v rozmezí 0.25–0.55 mm/ot (.010–.022 inch/ot)
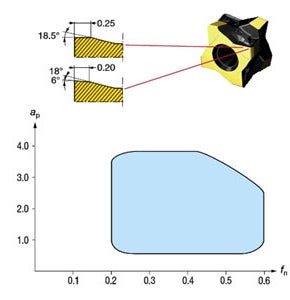
- -M5W, poloměr zaoblení špičky 08: Nejlepších výsledků dosahuje při ap 0.5-3.8 mm (.020-.150 inch) a fn v rozmezí 0.2-0.6 mm/ot (.008-.024 inch/ot)
- -M5W, poloměr zaoblení špičky 12: Nejlepších výsledků dosahuje při ap 0.8-3.8 mm (.031-.150 inch) a fn v rozmezí 0.25-0.7 mm/ot (.010-.028 inch/ot)
Určení -L4, -M5 a -M5W vs. geometrie ISO
Houževnatost břitu

Oblast vhodného utváření třísek
Poznámka:
Větší oblast vhodného utváření třísek = větší
ap afn
Příčný řez a oblast použití
-L4
-M5
-M5W
Zůstaňte informováni - odebírejte náš newsletter.
Zaregistrujte se k odběru našeho informačního bulletinu ještě dnes
