
CoroMill 490
První volba pro všeobecné a opakované frézování do rohu

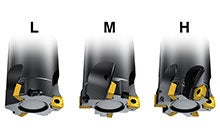
Zvolte si vhodnou geometrii břitové destičky
Lehké (-L) Střední obrábění (-M) Těžké (-H)
Jak zvolit vhodnou zubovou rozteč
Při volbě nejvhodnějšího počtu efektivních zubů, zc, pro danou operaci, je naprosto nezbytné uvážit velikost zubové rozteče (vzdálenost mezi jednotlivými břity).
Více informací

Zvolte si vhodné upnutí nástroje
Největší vliv na výsledky frézování má upnutí nástroje. Čím větší je hloubka řezu, tím roste význam velikosti a stability spojky, protože radiální řezné síly vznikající při použití rohových fréz jsou značné, především v případě fréz s dlouhými břity.
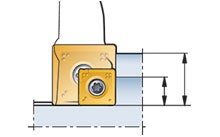
Hloubka řezu
Velikost VBD 08 Velikost VBD 14

Užitečné rady

Metodický postup a užitečné rady pro posuzování aplikace
Co je při rohovém frézování třeba uvážit u prováděných operací? Užitečné návody a rady naleznete zde.
Utváření třísek
Klíčem k vysoké kvalitě frézovacích operací je vhodné utváření a zdárné odvádění třísek. Přečtěte si více o tom, jak dosáhnout nejvhodnějšího utváření třísek, a nezapomínejte na zlaté pravidlo: Od největší tloušťky k nejmenší.
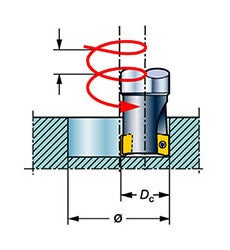
Poloha frézy
Pokaždé, když břit frézy vstupuje do záběru, je vystaven rázovému namáhání. Aby frézování mohlo být úspěšné, je naprosto nezbytné věnovat pozornost správnému typu kontaktu mezi ostřím a obráběným materiálem v okamžiku zahájení a ukončení řezu.
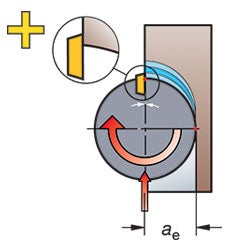
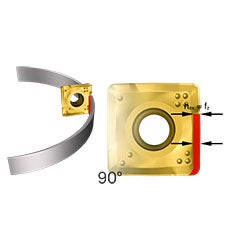
Vstup do obráběné součásti
Při rohovém frézování se často využívá malá radiální hloubka řezu, proto je velmi důležité brát v úvahu posuv na zub (fz) v závislosti na maximální tloušťce třísky (hex).
Zárukou správného průběhu záběru s lepší kvalitou obrobené plochy a životností nástroje je výpočet hodnot řezných parametrů na základě přesné hodnoty hex.
Doporučení
Volba tělesa frézy
●
Obtížné podmínky

L
Omezená stabilita a výkon stroje
Frézování hlubokých drážek do plného materiálu
Nejnižší řezné síly
◐
Průměrné podmínky

M
Univerzální
○
Dobré podmínky:

H
Materiály tvořící krátké třísky
Žárovzdorné materiály
Frézování hran a obrysů
První volba břitových destiček
| Hrubování | M-PH 4340 | M-MM 1040 | M-PH 3330 | E-ML H13A | M-MM S40T | M-PM 1010 |
| Střední obrábění | M-PM 4330 | E-MM 1040 | M-KM 3330 | E-ML H13A | E-MM S30T | M-PM 1010 |
| Dokončování | M-PL 1130 | E-ML 1040 | M-KL 1020 | E-ML H13A | E-ML S30T | M-PL 1010 |
| P | M | K | N | S | H |
Zůstaňte informováni - odebírejte náš newsletter.
Zaregistrujte se k odběru našeho informačního bulletinu ještě dnes
