
CoroMill 345
První volba pro vysoce produktivní čelní frézování

Obrábění s využitím hladících břitových destiček

Vnitřní přívod řezné kapaliny
S ohledem na dosažení co nejlepší kvality obrobeného povrchu používejte při obrábění korozivzdorných ocelí vnitřní přívod řezné kapaliny. Použití vnitřního přívodu řezné kapaliny vyžaduje instalaci šroubu pro přívod řezné kapaliny.
Upnutí podložky
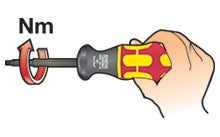
Hodnoty utahovacího momentu
Šroub břitové destičky: 3,0 Nm (26.5 in-lbs)
Šroub podložky: 6,0 Nm (53 in-lbs)
Užitečné rady
Dokončování s pomocí hladících břitových destiček Wiper
Vynikající kvality obrobené plochy lze dosáhnout při použití standardních břitových destiček v kombinaci s jednou nebo více hladícími břitovými destičkami. Hladící břitové destičky Wiper jsou nejefektivnější a nejlépe fungují při vysokém posuvu na otáčku (fn) u fréz s větším průměrem, s extrémně malou zubovou roztečí a možností seřízení.

Jak zvolit vhodnou zubovou rozteč
Je velice důležité, zvolit vždy vhodnou zubovou rozteč se správnými vlastnostmi pro daný typ operace.
• Abyste zachovali produktivitu a dosáhli snížení nákladů, použijte pro obrábění materiálů ISO P frézu s roztečí L nebo M a vysokou hodnotu fz
• Ve srovnání s frézami s nerovnoměrnou zubovou roztečí vydávají nástroje s rovnoměrnou zubovou roztečí H a HX klidnější a příjemnější zvuk
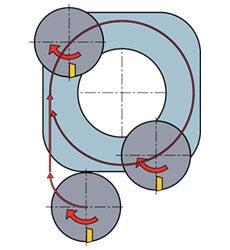
Nepřerušujte záběr frézy
Klíčovými faktory pro úspěšnost operace jsou poloha frézy ve vztahu s šířkou jejího záběru do obrobku a typ kontaktu jejích zubů s obráběnou plochou.
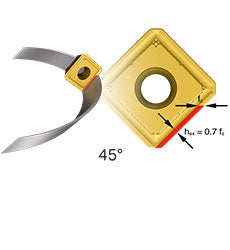
Maximální tloušťka třísky
S ohledem na maximální produktivitu použijte při výpočtu fz hodnotu hex.
Výpočet hodnot řezných parametrů na základě přesné hodnoty hex je zárukou správného průběhu záběru s lepší kvalitou obrobené plochy a životností nástroje.
Doporučení
●
Obtížné podmínky

L
Omezená stabilita a výkon stroje
Dlouhé vyložení nástroje
◐
Průměrné podmínky

M
Univerzální
○
Dobré podmínky:

H
Dobrá stabilita a výkon stroje
Materiály tvořící krátké třísky
☆
Výborné podmínky

HX
Vynikající stabilita a výkon stroje
Materiály tvořící krátké třísky
První volba břitových destiček
| Hrubování | M-PH 4330 | T5M-MM 2040 | M-KH 3330 | T5E-MM S40T | M-PH 1010 |
| Střední obrábění | M-PM 4330 | T5E-MM 2040 | M-KM 3330 | T5E-MM S30T | M-PM 1010 |
| Dokončování | E-PL 1130 | T5E-ML 1040 | E-KL 1020 | T5E-ML S30T | E-PL 1010 |
| P | M | K | S | H |
Řezné podmínky
| Geometrie | ISO | CoroMill® 345 | |||||
| fz (posuv na zub), mm (inch) | fz (hex), mm (inch) | ||||||
| Min. | Poč. | Max. | Min. | Poč | Max. | ||
| 345R-1305X-KL | ISO K | 0.07 (0.003) | 0.16 (0.006) | 0,22 (0,009) | 0.05 (0.002) | 0.11 (0.004) | 0.16 (0.006) |
| 345R-1305X-KM | ISO K | 0.16 (0.006) | 0.30 (0.012) | 0.40 (0.016) | 0.11 (0.004) | 0.21 (0.008) | 0.28 (0.011) |
| 345R-1305X-KH | ISO K | 0.25 (0.010) | 0.35 (0.014) | 0.55 (0.022) | 0.18 (0.007) | 0.25 (0.010) | 0.39 (0.015) |
| 345R-13T5X-ML | ISO M/S | 0.07 (0.003) | 0.11 (0.004) | 0.20 (0.008) | 0.05 (0.002) | 0.08 (0.003) | 0.14 (0.006) |
| 345R-13T5X-MM | ISO M/S | 0.15 (0.006) | 0.20 (0.008) | 0.45 (0.018) | 0.11 (0.004) | 0.14 (0.006) | 0.32 (0.013) |
| 345R-1305X-PL | ISO-P/H | 0.07 (0.003) | 0.17 (0.007) | 0.21 (0.008) | 0.05 (0.002) | 0.12 (0.005) | 0.15 (0.006) |
| 345R-1305X-PM | ISO-P/H | 0.15 (0.006) | 0.25 (0.010) | 0.40 (0.016) | 0.11 (0.004) | 0.18 (0.007) | 0.28 (0.011) |
| 345R-1305X-PH | ISO-P/H | 0.25 (0.010) | 0.40 (0.016) | 0.55 (0.022) | 0.18 (0.007) | 0.28 (0.011) | 0.39 (0.015) |
Zůstaňte informováni - odebírejte náš newsletter.
Zaregistrujte se k odběru našeho informačního bulletinu ještě dnes
