
CoroDrill 862
Monolitní karbidové a PCD (z polykrystalického diamantu) mikrovrtáky ideální pro přesné obrábění drobných součástí
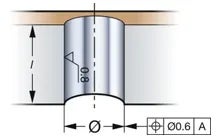
Díra
Tři nejdůležitější parametry díry jsou: Volbu nástroje ovlivňuje typ díry a požadovaná přesnost. Na vrtání mohou mít vliv také nerovnosti, nepravidelnosti nebo sklon povrchu na vstupu/výstupu z díry a křížení s jinou dírou.

Součást
Při analýze díry věnujte pozornost obráběnému materiálu a tvaru a množství součástí

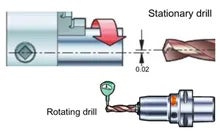
Stroj
Stroj má vliv na: Vždy vezměte v úvahu:
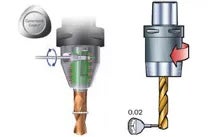
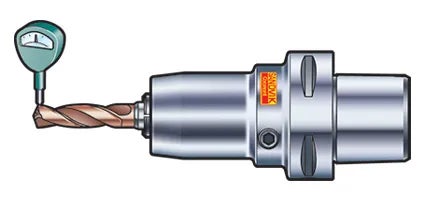
Upínání nástrojů
Na produktivitu nemá vliv pouze nástrojová třída a geometrie, ale také to, lze-li dosáhnout bezpečného a přesného upnutí nástroje. S ohledem na dosažení maximální stability a kvality díry vždy použijte spojku Coromant Capto nebo sklíčidlo CoroChuck 930 a co nejkratší vyložení vrtáku.

Praktické rady
Doporučení
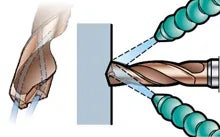
- Doporučeno je použití přesných hydraulických sklíčidel
- Doporučeno je použití vnitřního přívodu řezné kapaliny, minimální doporučený tlak je 10 barů (145 psi)
Sklíčidlo CoroChuck™ 930 poskytuje vyšší upínací sílu a přesnost upnutí

Sklíčidlo CoroChuck™ 930 v tužkovém provedení umožňuje lepší přístup do místa řezu
Zůstaňte informováni - odebírejte náš newsletter.
Zaregistrujte se k odběru našeho informačního bulletinu ještě dnes
