
CoroBore® BR30
Nástroje pro hrubovací vyvrtávání se třemi břity pro maximální produktivitu
Návody

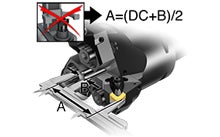
Seřízení průměru
Pokud není k dispozici seřizovací přístroj, seřízení průměru se provede změřením vzdálenosti mezi čepem a břitovou destičkou a odečtením poloviny průměru čepu. Pro stanovení efektivního vyvrtávaného průměru je třeba výsledek ještě vynásobit dvěma.

Kroutící moment
Vždy používejte momentový klíč a šrouby při upínání břitových destiček a při montáži nástrojové sestavy dotahujte doporučeným kroutícím momentem.

Laserem vyznačená stupnice
Nastavení průměru usnadňuje laserem vyznačená stupnice na adaptéru.



Užitečné rady

Slepá díra
Při obrábění slepé díry je velmi důležité zajistit řádné odvádění třísek.
Pro dosažení správného utváření třísek jsou nezbytné správné hodnoty řezných parametrů
Zkontrolujte, že nedochází k hromadění třísek nebo otěru břitových destiček
Tlak a průtok řezné kapaliny by měl být dostatečně velký, aby umožnil odvádění třísek
U vertikálních obráběcích strojů je účinné odvádění třísek ještě důležitější, než u strojů horizontálních
Přerušované řezy
Obrábění s přerušovaným řezem, jako např. křížících se děr, klade vysoké nároky na kvalitu a stav břitových destiček.
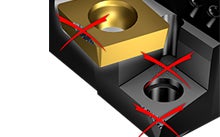
Zvolte houževnatou nástrojovou třídu
S ohledem na zvýšení bezpečnosti obráběcího procesu zvolte odolné, čtvercové břitové destičky s negativním základním tvarem - platí pro stabilní podmínky
V případě těžkých přerušovaných řezů snižte hodnoty řezných parametrů
Výstředné díry
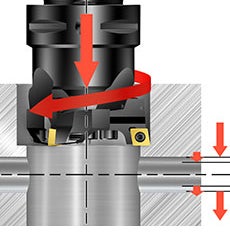
Pokud osa předobrobené díry není shodná s osou vyvrtávacího nástroje, může hloubka řezu na jedné straně díry dosahovat značně velkých hodnot.
Dobrým řešením pro tyto aplikace je stupňovité vyvrtávání, protože umožňuje dosažení značně velkých hloubek řezu. Nesymetrické řezné síly mohou způsobovat průhyb nástroje a být příčinou určitého drobného vybočení nástroje nebo vzniku vibrací, zejména v případě použití nástrojových sestav s dlouhým vyložením.

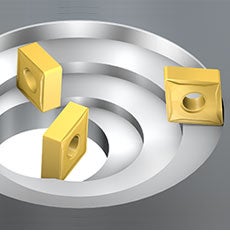
Pískové vměstky
Pískové vměstky (tzv. zadrobeniny) v odlitcích zvyšují opotřebení břitových destiček.
Doporučení:
• Zvolte houževnatou nástrojovou třídu
• Snižte hodnoty řezných parametrů
• S ohledem na zvýšení spolehlivosti obráběcího procesu a minimalizaci opotřebení zvolte odolné čtvercové břitové destičky s negativním základním tvarem.
Doporučení
Řezné podmínky
Všeobecná doporučení pro hrubovací vyvrtávání:
- Počáteční hodnoty: při krátkém vyložení nástroje vc 200 m/min (platí pokud vc na krabičce břitových destiček je větší než vc 200 m/min). Nicméně na krabičce břitových destiček zkontrolujte doporučený posuv a hloubku řezu
- vc = 50% doporučené hodnoty uvedené na etiketě. Dochází-li k vibracím, snižte řeznou rychlost a zvyšte posuv. Zároveň ale nepoužívejte max. doporučenou rychlost posuvu a ap
Omezení z hlediska stroje:
Vždy se ujistěte, že stroj je pro konkrétní vyvrtávací aplikaci schopen poskytnout potřebný kroutící moment a výkon.
Řezné podmínky: CoroBore® 111
| Objednací kód | Nástrojová třída | Rozsah posuvů (fn) | Hloubka řezu (ap) | Řezná rychlost (vc) | ||||||
| Min. | Max. | Doporučeno | Min. | Max. | Doporučeno | Min. | Max. | Doporučeno | ||
| SPMT0606-BR | 4325 | 0.10 | 0.25 | 0.20 | 0.6 | 4.5 | 2.0 | 365 | 460 | 395 |
| SPMT0606-BM | 2025 | 0.10 | 0.15 | 0.10 | 0.6 | 4.5 | 1.8 | 260 | 265 | 265 |
| SPMT0606-BR | 3210 | 0.15 | 0,30 | 0.25 | 0.6 | 4.5 | 2.0 | 285 | 330 | 300 |
| SPMT0606-BM | 1145 | 0.10 | 0.15 | 0.10 | 0.6 | 4.5 | 1.8 | 15 | 20 | 20 |
| SPMT0808-BR | 4325 | 0.15 | 0,35 | 0.20 | 0.8 | 6.5 | 2.5 | 325 | 425 | 395 |
| SPMT0808-BM | 2025 | 0.10 | 0.25 | 0.20 | 0.8 | 6.5 | 2.2 | 225 | 265 | 240 |
| SPMT0808-BR | 3210 | 0.20 | 0,50 | 0,30 | 0.8 | 6.5 | 2.5 | 235 | 315 | 285 |
| SPMT0808-BM | 1145 | 0.10 | 0.15 | 0.10 | 0.8 | 6.5 | 2.2 | 15 | 20 | 20 |
| SPMT1212-BR | 4325 | 0.15 | 0,40 | 0.25 | 1.2 | 9.0 | 3.0 | 305 | 425 | 365 |
| SPMT1210-BM | 2025 | 0.10 | 0,30 | 0.20 | 1.0 | 9.0 | 2.5 | 205 | 265 | 240 |
| SPMT1212-BR | 3210 | 0.20 | 0,50 | 0,30 | 1.2 | 9.0 | 3.0 | 235 | 315 | 285 |
| SPMT1210-BM | 1145 | 0.10 | 0.20 | 0.15 | 1.0 | 9.0 | 2.5 | 10 | 20 | 15 |
| SPMT1812-BR | 4325 | 0.20 | 0,40 | 0,30 | 1.2 | 1.0 | 3.8 | 305 | 395 | 345 |
| SPMT1810-BM | 2025 | 0.20 | 0,30 | 0.25 | 1.0 | 12.0 | 3.0 | 205 | 240 | 225 |
| SPMT1812-BR | 3210 | 0.25 | 0,50 | 0,30 | 1.2 | 12.0 | 3.8 | 235 | 300 | 285 |
| SPMT1810-BM | 1145 | 0.10 | 0.20 | 0.15 | 1.0 | 12.0 | 3.0 | 10 | 20 | 15 |
Utahovací moment
Šroub břitové destičky
| ISO | ANSI | Neobsažené ISO | Kód | Velikost | Torx Plus | Nm | Ft/lbs |
| CC06 | CC2(1.5) | 5513 020-03 | M2,5 | 7IP | 0.9 | 0.7 | |
| CC09 | CC09 | 5513 020-09 | M3,5 | 15IP | 3.0 | 2.2 | |
| CC12 | CC43 | 5513 020-17 | M4x0,5 | 15IP | 3.0 | 2.2 | |
| SP06 | 5513 020-33 | M2,2 | 7IP | 0.8 | 0.59 | ||
| SP08 | 5513 020-57 | M3 | 9IP | 1.7 | 1.25 | ||
| SP12 | 416.1-833 | M3,5 | 10IP | 2 | 1.48 | ||
| SP18 | 5513 020-25 | M4 | 15IP | 3 | 2.2 | ||
| SN15 | SN54 | 5512 086-03 | M6 | 20IP | 6.4 | 4.7 | |
CoroBore® BR30
| | Břitové destičky 90° | Břitové destičky 84° | |||||||||||
| Velikost | DCN (mm) | DCX (mm) | ISO | ANSI | Nm | Ft/lbs | Velikost šroubu | ISO | ANSI | Neobsažené v ISO | Nm | Ft/lbs | Velikost šroubu |
| A | 35 | 40.5 | CC06 | CC2(1.5) | 4.8 | 3.5 | M 4 | SP06 | 4.8 | 3.5 | M 4 | ||
| 39.5 | 45 | CC06 | CC2(1.5) | 4.8 | 3.5 | M 4 | SP06 | 4.8 | 3.5 | M 4 | |||
| B | 44 | 50.5 | CC06 | CC2(1.5) | 9 | 6.6 | M 4 | SP06 | 9 | 6.6 | M 4 | ||
| 49.5 | 56 | CC06; CC09 | CC2(1.5);CC3(2.5) | 9 | 6.6 | M 5 | SP08 | 9 | 6.6 | M 5 | |||
| C | 55 | 63 | CC09 | CC3(2.5) | 16 | 11.8 | M 6 | SP08 | 16 | 11.8 | M 6 | ||
| 62 | 70 | CC09; CC12 | CC3(2.5);CC43 | 16 | 11.8 | M 6 | SP12 | 16 | 11.8 | M 6 | |||
| D | 69 | 78.5 | CC12 | CC43 | 16 | 11.8 | M 6 | SP12 | 16 | 11.8 | M 6 | ||
| 77.5 | 87 | CC12 | CC43 | 16 | 11.8 | M 6 | SP12 | 16 | 11.8 | M 6 | |||
| E | 86 | 97 | CC12 | CC43 | 38 | 28 | M 8 | SP12 | 38 | 28 | M 8 | ||
| 96 | 107 | CC12 | CC43 | 38 | 28 | M 8 | SP12 | 38 | 28 | M 8 | |||
| F | 106 | 122 | CC12; CN12 | CC43 | 75 | 55.3 | M 10 | SN12 | SN43 | SP13 | 75 | 55.3 | M 10 |
| 121 | 137 | CC12; CN12 | CC43 | 75 | 55.3 | M 10 | SN13 | SN44 | SP14 | 75 | 55.3 | M 10 | |
| G | 136 | 152 | CC12; CN12 | CC43 | 75 | 55.3 | M 10 | SN14 | SN45 | SP15 | 75 | 55.3 | M 10 |
| 151 | 167 | CC12; CN12 | CC43 | 75 | 55.3 | M 10 | SN15 | SN46 | SP16 | 75 | 55.3 | M 10 | |
| H | 167 | 191 | CC12; CN16 | CC43; CN54 | 75.0; 120,0 | 55.3; 88.5 | M 10;M 12 | SN15 | SN54 | SP17 | 75.0; 120,0 | 55.3; 88.5 | M 10;M 12 |
| 189 | 214 | CC12; CN16 | CC43; CN54 | 75.0; 120,0 | 55.3; 88.5 | M 10;M 12 | SN16 | SN55 | SP18 | 75.0; 120,0 | 55.3; 88.5 | M 10;M 12 | |
Upnutí nástroje
Nejdůležitějšími faktory při volbě nástrojových držáků pro vyvrtávací operace jsou ohybová tuhost a schopnost přenosu kroutícího momentu. První volbou by vždy měly být nástroje se spojkou Coromant Capto, které nabízejí vynikající opakovatelnost a nejlepší vlastnosti z hlediska stability na současném trhu.
Zůstaňte informováni - odebírejte náš newsletter.
Zaregistrujte se k odběru našeho informačního bulletinu ještě dnes
