Výpočtové vztahy a definice pro frézování
Vyhledejte si obráběcí nástroj pro konkrétní úlohu
a získejte okamžité doporučení hodnot řezných parametrů.
Zde naleznete soubor užitečných výpočtových vztahů a definic pro oblast frézování, využívaných pro proces frézování, frézovací nástroje, techniky frézování a další. Klíčovým faktorem pro dosažení uspokojivých výsledků při provádění jakékoli frézovací operace je dokázat stanovit správnou řeznou rychlost, posuv na zub a rychlost úběru kovu.
f Posuv stolu, v (mm/min) | f Posuv stolu, v (inch/min) |
 |  |
c Řezná rychlost, v(m/min) | c Řezná rychlost, v (ft/min) |
 |  |
| Otáčky vřetena, n (ot/min) | Otáčky vřetena, n (ot/min) |
 |  |
z Posuv na zub, f(mm) | z Posuv na zub, f (inch) |
 |  |
n Posuv na otáčku, f (mm/ot) | n Posuv na otáčku, f (inch/ot) |
 |  |
3 Rychlost úběru kovu, Q (cm/min) | 3 Rychlost úběru kovu, Q (inch/min) |
 |  |
c Užitečný výkon, P (kW) | c Užitečný výkon, P (HP) |
 |  |
c Kroutící moment, M(Nm) | c Kroutící moment, M(lbf ft) |
 |  |
| Symbol | Název/definice | Metrické jednotky | Britské jednotky |
| ae | Radiální hloubka řezu | mm | inch |
| ap | Axiální hloubka řezu | mm | inch |
| DCap | Řezný průměr pro danou hloubku řezu ap | mm | inch |
| Dm | Obráběný průměr (průměr součásti) | mm | inch |
| fz | Posuv na zub | mm | inch |
| fn | Posuv na otáčku | mm/ot | inch |
| n | Otáčky vřetena | ot/min | ot/min |
| vc | Řezná rychlost | m/min | ft/min |
| ve | Efektivní řezná rychlost | mm/min | inch/min |
| vf | Posuv stolu | mm/min | inch/min |
| zc | Efektivní počet zubů | ks | ks |
| hex | Maximální tloušťka třísky | mm | inch |
| hm | Průměrná tloušťka třísky | mm | inch |
| kc | Měrná řezná síla | N/mm2 | N/inch2 |
| Pc | Užitečný výkon | kW | HP |
| Mc | Kroutící moment | Nm | lbf ft |
| Q | Rychlost úběru kovu | cm3/min | inch3/min |
| KAPR | Úhel nastavení | stupeň | |
| PSIR | Úhel hlavního břitu | stupeň | |
| BD | Průměr těla | mm | inch |
| DC | Řezný průměr | mm | inch |
| LU | Činná délka | mm | inch |
Proces frézování – výklad pojmů
Řezná rychlost, vc
Stanoví se jako obvodová rychlost na průměru, na kterém břit obrábí obrobek.
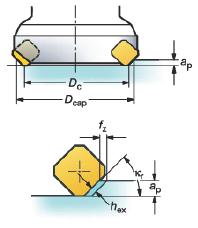
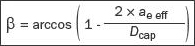
Efektivní nebo skutečná řezná rychlost, ve
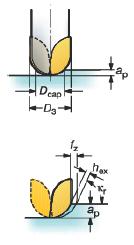
Stanoví se jako obvodová rychlost na efektivním průměru (DCap). Tato hodnota je nutná pro stanovení správných hodnot řezných podmínek pro danou hloubku řezu (ap). Tato hodnota je obzvlášť důležitá při použití fréz s kruhovými břitovými destičkami, stopkových fréz s kulovým čelem a všech typů fréz s většími poloměry rohů, stejně jako fréz s úhlem nastavení menším než 90 stupňů.
Otáčky vřetena, n
Počet otáček frézovacího nástroje upnutého ve vřetenu, vykonaných za jednu minutu. Tato hodnota přísluší obráběcímu stroji a stanoví se z hodnoty doporučené řezné rychlosti pro danou operaci.
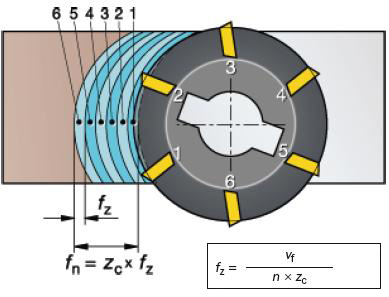
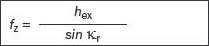
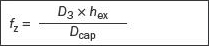
Posuv na zub, fz
Hodnota, která slouží pro výpočet posuvu stolu. Hodnota posuvu na zub se vypočítá z doporučené maximální hodnoty tloušťky třísky.
Posuv na otáčku, fn
Pomocná hodnota, která vyjadřuje o jakou vzdálenost se nástroj posune za jednu celou otáčku. Používá se výslovně pro výpočet posuvu a v řadě případů pro vyjádření způsobilosti frézy pro dokončování.
Posuv za minutu, vf
Bývá označován také jako posuv stolu, strojní posuv nebo rychlost posuvu. Jedná se o posuv nástroje vůči obrobku udávaný jako vzdálenost za jednotku času a daný posuvem na zub a počtem zubů frézy. Počet reálných zubů frézy (zn) se u nástrojů značně liší a slouží ke stanovení posuvu stolu, zatímco efektivní počet zubů (zc) je počet činných zubů v řezu. Posuv na otáčku (fn) v mm/ot (inch/ot) je hodnota používaná výhradně pro výpočet posuvu a v řadě případů pro vyjádření způsobilosti frézy pro dokončování.
Maximální tloušťka třísky, hex
Tato hodnota je dána šířkou záběru frézy v závislosti na (fz), (ae) a (kr). Tloušťka třísky je velice důležitým faktorem pro stanovení posuvu na zub, který umožňuje kontrolovat, zda byla zvolena nejproduktivnější rychlost posuvu stolu.
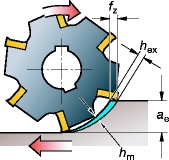
Průměrná tloušťka třísky, hm
Užitečná hodnota potřebná pro stanovení měrné řezné síly používané pro výpočet potřebného výkonu.
Rychlost úběru kovu, Q (cm3/min)
Množství odebraného kovu udávané v mm krychlových za minutu (inch3/minutu). Stanoví se na základě hodnot pro hloubku řezu, šířku záběru a posuv.
Měrná řezná síla, kct
Materiálová konstanta používaná jako součinitel při výpočtu potřebného výkonu, udává se v N/mm2
Strojní čas, Tc (min)
Obráběná délka (lm) vydělená posuvem stolu (vf).
Užitečný výkon, Pc a účinnost, ηmt
Tyto hodnoty přísluší obráběcímu stroji a používají se při výpočtu požadovaného výkonu, který se provádí za účelem ověření, zda obráběcí stroj je vhodný pro danou frézu a obráběcí operaci.
Techniky frézování – výklad pojmů
Postupné zahlubování po lineární dráze
Využívá současný přímočarý posuv v axiálním i radiálním směru.
Frézování po kruhové dráze
Kruhová dráha nástroje na konstantní úrovní v ose z (kruhová interpolace).
Postupné zahlubování po kruhové dráze
Postupné zahlubování po kruhové sestupné dráze (šroubovicová interpolace).
Konturovací frézování po vrstevnici
Frézování na konstantní úrovni v ose z.
Frézování špičkou nástroje (bodové)
Mělké radiální řezy kruhovými břitovými destičkami nebo frézami s kulovým čelem, při kterých se oblast řezu přesouvá mimo střed nástroje.
Frézování vybrání
Frézování tvarových ploch, při kterém vznikají charakteristické do hrotu vybíhající linie.
Výpočtové vztahy pro konkrétní typy fréz
Výpočtové vztahy pro frézy s přímými břity
Max. průměr řezu v dané hloubce (mm).
Čelní frézování (fréza vystředěna vůči obrobku), přímé břity a stranové frézování obvodem (ae > Dcap/2) mm
Stranové frézování (ae < Dcap/2) a přímé břity mm.
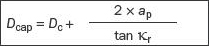
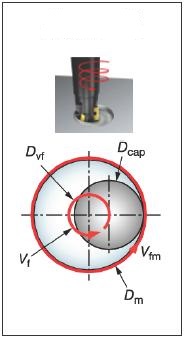
Výpočtové vztahy pro frézy s kruhovými břitovými destičkami
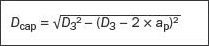
Max. průměr řezu v dané hloubce (mm).
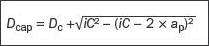
Čelní frézování frézami s kruhovými břitovými destičkami (ae > Dcap/2) (mm)
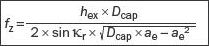
Stranové frézování (ae < Dcap/2) a kruhové břitové destičky (ap < iC/2) mm.

Stopkové frézy s kulovým čelem
Max. průměr řezu v dané hloubce (mm).
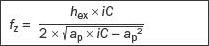
Posuv na zub (mm/zub), vystředěná fréza.
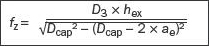
Posuv na zub (mm/zub), frézování obvodem (stranové)
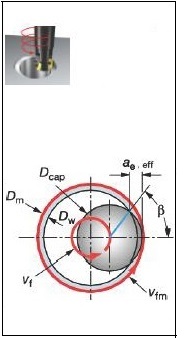
Vnitřní postupné zahlubování po šroubovici (3osé) nebo frézování po kruhové dráze (2osé)
Matematické vyjádření

Posuv na obvodu nástroje (mm/min)
Posuv v ose nástroje (mm/min)
Radiální hloubka řezu (mm)
V celistvém obrobku (plný materiál), kde Dw = 0 a ae eff = Dm/2
Posuv na zub (mm)

Při zvětšování díry,
Posuv na zub (mm)
Postupné zahlubování po šroubovici v celistvém obrobku
Postupné zahlubování po šroubovici nebo frézování po kruhové dráze při zvětšování díry.
Frézování po kruhové dráze s narolováním do řezu, Dvf1
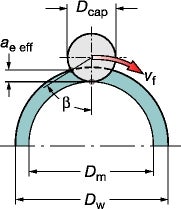
Výpočtové vztahy pro vnější postupné zahlubování po šroubovici (3osé) nebo frézování po kruhové dráze (2osé)
Matematické vyjádření
Posuv na obvodu nástroje (mm/min)
Posuv v ose nástroje (mm/min)

Posuv na zub (mm)

Výklad pojmů týkajících se břitových destiček
Geometrie břitové destičky
Bližší pohled na geometrii břitu prozradí, že na břitové destičce jsou dva důležité úhly::
-
úhel čela (γ)
-
úhel břitu (β)
Makrogeometrie je navržena pro práci v lehkých, průměrných nebo těžkých podmínkách.
-
L (pro lehké obrábění) geometrie má poněkud pozitivnější, ale méně odolný břit (velký úhel γ, malý úhel β)
-
H (pro těžké obrábění) geometrie má pevnější, ale také méně pozitivní břit (malý úhel γ, velký úhel β)
Makrogeometrie ovlivňuje celou řadu parametrů obráběcího procesu. Břitová destička s pevnou řeznou hranou vydrží větší pracovní zatížení, ale vznikají také větší řezné síly, spotřebovává se více energie a vzniká větší množství tepla. Geometrie optimalizované pro obrábění určitého typu materiálu jsou označeny příslušným písmenem v souladu s klasifikací dle ISO. Například geometrie pro obrábění litin: -KL, -KM a -KH.

| | Geometrie | | |
|---|---|---|---|
| Parametr | L | M | H |
| Pevnost řezné hrany | Malé | Průměrné | Vysoké |
| Řezné síly | |||
| Nároky na výkon stroje | |||
| Max. tloušťka třísky | |||
| Vznikající teplo |
Konstrukční provedení rohu břitové destičky
Nejdůležitější částí břitu, která vytváří výsledný povrch, je paralelní zábřit bs1 nebo, pokud jej lze použít, konvexní hladicí břit bs2, nebo poloměr rohu, rε.
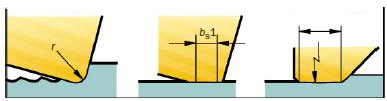
Poloměr rohu, r Paralelní zábřit (bs1)Hladicí břit (bs2)
Výklad pojmů týkajících se fréz
Úhel nastavení, (kr) (stupně)
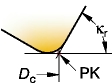
Úhel nastavení hlavního ostří (kr) frézy je rozhodujícím faktorem ovlivňujícím směr řezné síly a tloušťku třísky.
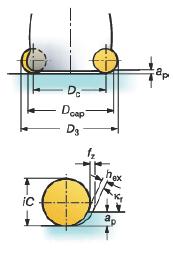
Průměr frézy – Dc (mm)
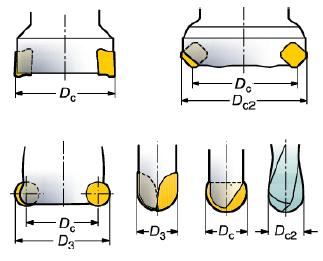
Průměr frézy (Dc) se měří vůči bodu (PK), kde se hlavní ostří setkává s paralelním zábřitem.
Nejdůležitější průměr, který je potřeba vzít v úvahu, je (Dcap) – efektivní průměr v řezu platný pro danou hloubku řezu ((ap) – který se používá se pro výpočet skutečné řezné rychlosti. D3 je největší průměr přes břitové destičky, který se u některých fréz rovná Dc.
Hloubka řezu – ap (mm)
Hloubka řezu (ap) je rozdíl mezi neobrobeným a obrobeným povrchem v axiálním směru. Maximální hodnota ap je omezena zejména velikostí břitové destičky a výkonem obráběcího stroje.
Dalším kritickým faktorem je u hrubovacích operací kroutící moment a u dokončovacích operací jsou to vibrace.
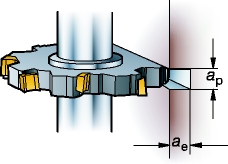
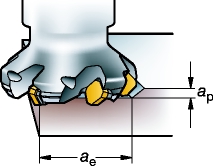
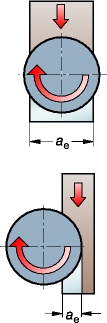
Šířka záběru, ae (mm)
Šířka frézy v radiálním směru (ae) zapojená do řezu. Její překročení je kritické zejména u velikosti přesazení při ponorném frézování a z pohledu vibrací také při frézování rohů, kde je kritická zejména maximální hodnota ae.
Radiální vniknutí, ae/Dc
Radiální vniknutí (ae / Dc) je poměr šířky záběru vůči průměru frézy.
Počet efektivních břitů nástroje, zc
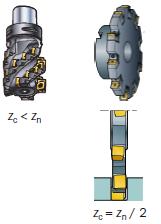
Používá se pro stanovení posuvu stolu (vf) a produktivity. Často má rozhodující vliv na odvádění třísky a funkční stabilitu.
Celkový počet břitů nástroje, zn
Vzdálenost mezi sousedními efektivními břity, u
Pro určitý průměr frézy je možné zvolit různě velké rozteče: velkou (-L), malou (-M), velmi malou (-H). Písmeno X přidané do objednacího kódu značí, že se jedná o verzi frézy, která má o něco menší zubovou rozteč, než má příslušná fréza v základním provedení.

Nerovnoměrná zubová rozteč
Jde o označení pro skutečnost, že vzdálenosti mezi jednotlivými zuby frézy nejsou zcela stejné. Jedná se o velmi efektivní způsob, jak minimalizovat sklony ke vzniku vibrací.