
强力刮齿解决方案,比插齿工艺快两到三倍
山特维克可乐满全新推出强力刮齿解决方案——CoroMill® 178和CoroMill 180刀具——旨在帮助汽车制造商在多任务机床或加工中心实现一次装夹完成齿轮和花键部件加工。刮齿工艺比插齿要快好几倍,且比拉削更灵活;其正迅速成为齿轮和花键加工领域灵活而高效的替代方案。
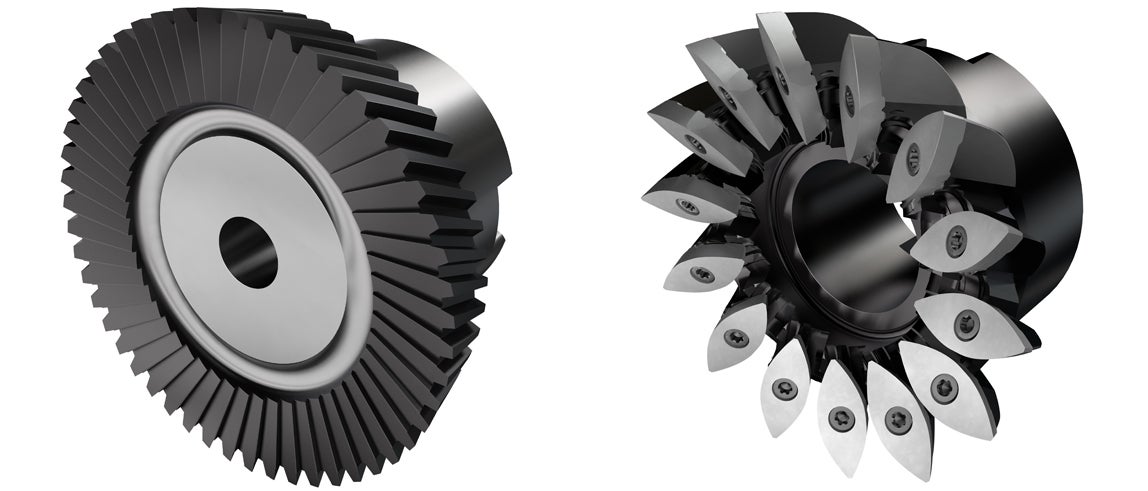
山特维克可乐满的强力刮齿解决方案包括整体式芯轴刀体、整体式圆柱柄刀体和可转位刀片式刀体。CoroMill 178S (整体硬质合金) 适用于需要进行大批量、高转速加工且刀具使用寿命较长的应用,而CoroMill 178H (粉末冶金HSS) 则适用于一般应用,如台肩或小直径加工。与可转位刀具相比,这些刀具的跳动量更小、齿距更小,可提供更好的齿轮和花键精加工齿廓。通常最多可修磨10次,具体取决于刀具质量。
CoroMill 180可转位刀具适用于大批量、多种齿轮 (模数2-9) 的粗加工。它有许多显著特征,其中值得注意的是用于轻快切削功能的正前角和可用于干式加工,从而节约冷却液成本并有助于保护环境。
山特维克可乐满汽车工业部门全球产品经理Harish Maniyoor表示,“强力刮齿刀具可提供大批量且优化的精加工齿廓。再与一次装夹便能完成加工的能力相结合,这些刀具可实现质量提升并节省时间和成本。实际上,与插齿相比,强力刮齿预计可使生产周期缩短约一半,从而大大降低单个零件成本。同样值得注意的是,与滚齿相比,刮齿在新推出的紧凑型汽车变速箱的加工方面拥有更高的灵活性。“
所有刀具均依照非标解决方案制造而成,以满足客户的确切需求。得益于这一正确设计,刮齿工艺的加工速度将比插齿快15倍,且比拉削更灵活并可提供更高的加工质量。同时,这一进步使最终客户拥有更大的加工灵活性,他们可以将生产转移到厂内的加工中心,而不用使用供应商的专用机床。此外,提升工艺可靠性并减少计划外停机。
其中受益最多的是汽车制造商,因为这些工具可为混合动力汽车的新发展以及汽车、卡车、拖拉机和挖掘机的电动性提供支持。其主要应用领域包括内部和外部的齿轮和花键、圆柱直齿轮和斜齿轮、汽车变速箱,以及其他各种齿轮、联轴器部件、花键、轴、同步环和等速万向节部件。山特维克可乐满
山特维克可乐满是世界领先的金属切削刀具制造商,同时也是刀具解决方案和专业加工知识的提供者,致力于制定行业标准,不断推出创新技术,在满足金属切削行业当前要求的同时,引领世界进入工业4.0时代。我们隶属于全球工业集团山特维克。完善的培训支持、巨大的研发投入以及强大的客户合作关系确保山特维克可乐满的加工技术不断进步,进而改变、引领和推动加工制造业的未来发展。山特维克可乐满在全球拥有3100多项专利,雇佣8,000多名员工,在150多个国家和地区设有代表机构。
详细信息请访问 www.sandvik.coromant.com 或加入社交媒体并参与讨论。
编辑咨询联系方式
联系人:Nikki Stokes – 公共关系和广告宣传 – 山特维克可乐满
电话: +44 (0) 121 504 5422
电子邮箱: nikki.stokes@sandvik.com
Nevena Rasic – 客户总监 – Publitek
电话: +44 (0) 208 429 6541
电子邮箱: nevena.rasic@publitek.com
www.sandvik.coromant.com
