
现代的方法就是使用圆刀片车削髋关节


为什么使用圆刀片?
圆刀片在加工钴铬合金和钛合金植入物时可发挥最佳优势。
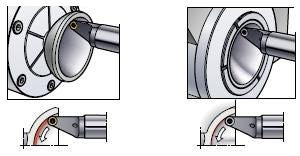
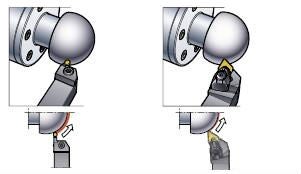
当这些刀片用于对球窝髋关节中的球形杯进行内圆车削时,可优化粗加工过程。圆刀片既能保证安全性,又能提高生产效率,总而言之,它们不仅使生产效率翻倍,还将刀具损耗成本降低三分之一。
如何实现?
主要优点
在粗加工应用中,圆刀片具有出色的克服刃口沟槽磨损的能力,抗冲击性更强。选择圆刀片有两个明显的优势:
安全、高质、加工可靠
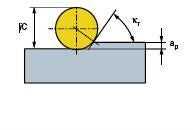
当车刀的主偏角κr小于45°时,圆刀片可以明显克服刃口的沟槽磨损,避免零件质量低劣,从而提高生产效率。
安全可靠、坚固耐用、换刀次数较少,加工无故障。

可提高进给和速度,实现生产效率最大化
使用圆刀片时
,
如果切削深度小于圆弧半径
,
则切屑的厚度相对于进给会变薄
,
参与切削的刃口长度会加长。
这样会使产生的温度较低,并可以提高进给和速度,从而实现生产效率最大化。
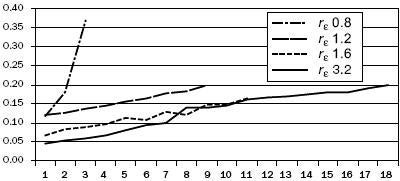
刀尖半径对磨损程度的影响
 |  | |
| in | ||
 | ||
| 切削时间 (min) | 刀具寿命18 min |
出色的性能
数
| 钴铬合金F75 | ||
| 数控车床 | ||
| 竞争对手 | 山特维克可乐满 | |
| A20M-SRXDR 08-R | ||
| VBMT11T308 | R300-0828E-PL | |
| GC1030 | ||
| 30 | 50 | (m/min) |
| 0.08 | 0.1 | (mm/r) |
| 0.5 | 0.5 | (mm) |
| 9.29 | 4.46 | (min) |
| 3 | 10 | (件数) |
山特维克可乐满解决方案
 | |||||
| 粗加工 |  | 粗加工 | |||
| 刀柄: | A20M-SRXDR 08-R | 刀柄: | A20M-SRXDR 08-R | ||
| 刀片: | R300-0828E-PL,1030 | 刀片: | R300-0828E-PL,1030 | ||
| 切削参数: | vc = 50-80 m/min, | 切削参数: | vc = 50-80 m/min, | ||
| fn = 0.1-0.15 mm/r, | fn = 0.1-0.15 mm/r, | ||||
| ap = →1 mm | ap = →1 mm | ||||
| 半精加工 | | 半精加工 | |||
| 刀柄: | A20M-SDXCR 11-R | 刀柄: | A20M-SRXDR 08-R | ||
| 刀片: | DCGT11T308-UM,1105 | 刀片: | R300-0828E-PL,1030 | ||
| 切削参数: | vc = 40-60 m/min, | 切削参数: | vc = 50-80 m/min, | ||
| fn = 0.08-0.1 mm/r, | fn = 0.1-0.15 mm/r, | ||||
| ap = 0.1-0.25 mm | ap =0.1-0.25 mm | ||||
| 精加工 |  | 精加工 | |||
| 刀柄: | A20M-SDXCR 11-R | 刀柄: | A20M-SRXDR 08-R | ||
| 刀片: | DCGT11T308-UM,1105 | 刀片: | R300-0828E-PM,530 | ||
| 切削参数: | vc = 40-60 m/min, | 切削参数: | vc = 40-60 m/min, | ||
| fn = 0.08-0.1 mm/r, | fn = 0.08-0.12 mm/r, | ||||
| ap = 0.05-0.15 mm | ap = 0.05-0.15 mm |
 | ||||||
| 粗加工 |  | 粗加工 | ||||
| 刀柄: | SRDCN 2020K 10-A | 刀柄: | RF123J13-2525MB | |||
| 刀片: | RCMT 10 T3 MO-SM,1105 | 刀片: | N123J2-0600-RO,4125 | |||
| 切削参数: | vc = 40-60 m/min, | 切削参数: | vc = 40-60 m/min, | |||
| fn = 0.1-0.15 mm/r, | fn = 0.1-0.15 mm/r, | |||||
| ap = →1 mm | ap = →1 mm | |||||
| 精加工 |  | 精加工 | ||||
| 刀柄: | DDJNR/L 2020K15 | 刀柄: | DDJNR/L 2020K15 | |||
| 刀片: | DNGP 15 06 08,1105 | 刀片: | DNGP 15 06 08,1105 | |||
| 切削参数: | vc = 40-60 m/min, | 切削参数: | vc = 40-60 m/min, | |||
| fn = 0.08-0.12 mm/r, | fn = 0.08-0.12 mm/r, | |||||
| ap = 0.05-0.25 mm | ap = 0.05-0.25 mm | |||||
| 切断 | ||||||
| 刀柄: | RF123F20-1616B | |||||
| 刀片: | N123F2-0250-0002-CM,4125 | |||||
| 切削参数: | vc = 40-60 m/min, | |||||
| fn = 0.05-0.1 mm/r | ||||||
刀柄

将这些圆刀片与我们的CoroTurn 107镗杆结合使用;易于与EasyFix™配合使用 - 一种简单快捷且能正确地获得切削刃中心高的方法。 为了完善加工过程,山特维克可乐满公司还为您提供一系列的刀柄,专门满足精加工需求 (带有正前角D类型刀片),不仅可以用于球形车削,而且可以解决其他内圆车削应用中可达性受限制的问题。
刀片类别
圆刀片槽形
–
PL
和
–KL
的外围均是圆形
,
切屑控制能力极佳
,
而切削力较小。
对于钴铬合金,我们建议使用材质
GC1030
;而对于钛合金,则建议使用
H13A
。
对于
D
类型的刀片
,
我们建议在槽形
–UM
中使用精磨刀片
DCGT
。
对于钴铬合金,材质
GC1105
是首选;而对于钛合金,则应首选
H13A
。
订货号
内圆车削
| 刀片 | EasyFix™ |
| R300-0828E-PL,1030 | 132L-3220085-B |
| R300-0828E-KL,H13A | 132L-4020-B |
| R300-0828M-PH,1030 | 132L-4020105-B |
| R300-0828M-KH,H13A | 132L-5020125-B |
| R300-0828E-PM,530 | |
| R300-1032E-PL,1030 | |
| R300-1032E-KL,H13A | |
| R300-1032M-PH,1030 | |
| R300-1032M-KH,H13A | |
| R300-1032E-PM,530 | |
| DCGT 11 T3 04-UM,1025,1105,H13A | |
| DCGT 11 T3 08-UM,1025,1105,H13A | |
| DCMT 11 T3 04-MF,1025,1105 | |
| DCMT 11 T3 08-MF,1025 |
外圆车削
刀片
| 圆形 | CoroCut® | D类型 |
| RCMT 10 T3 M0-SM,S205,1105,H13A | N123H2-0500-RO,4125,S205,1105 | DNMG150608-MF,S205,1105, |
| RCMT 08 03 M0-SM,S205,1105,H13A | N123J2-0600-RO,4125,S205,1105 | DNGP150608,S205,1105 |
| N123L2-0800-RO,4125,S205,1105 |
