
Une approche moderne du tournage des prothèses de hanche grâce aux plaquettes rondes


Pourquoi des plaquettes rondes ?
Les plaquettes rondes offrent des avantages exclusifs pour l'usinage des implants chrome-cobalt et titane.
Ces plaquettes permettent d'optimiser le process de tournage ébauche intérieur des cupules de prothèses de hanches. Elles offrent un très bon équilibre entre sécurité et productivité et permettent de doubler la productivité tout en divisant par trois le coût de l'outillage.
Comment fonctionnent les plaquettes rondes ?
Avantages clés
Pour les applications d'ébauche, la forme ronde assure une bonne résistance d'arête et une excellente résistance à l'usure en entaille. Le choix de plaquettes rondes présente deux avantages majeurs :
Usinage sûr, fiable et de qualité
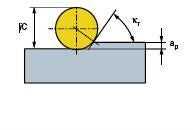
L'utilisation d'une plaquette ronde avec un angle d'attaque inférieur à 45º (κr) réduit de manière significative l'usure en entaille, un problème fréquent qui se traduit par une baisse de qualité des pièces et une perte de productivité.
Optez pour la fiabilité et la longévité, pour des changements d'outils moins nombreux et pour un usinage sans souci.

Augmentation de la vitesse de coupe et de l'avance pour une productivité maximale
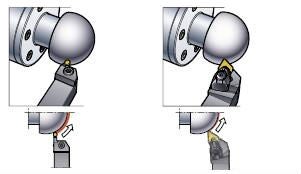
L'utilisation d'une plaquette ronde avec une profondeur de coupe bien inférieure au rayon permet de réduire l'épaisseur des copeaux (hex) en fonction de l'avance et d'augmenter la longueur de l'arête. Ceci se traduit par une réduction des températures générées et par une possibilité d'accroissement de l'avance et de la vitesse, ce qui permet de maximiser la production.
Effet du rayon de bec sur le mécanisme d'usure
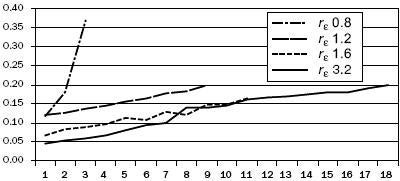 |  | |
| Durée de vie d'outil 3 min | ||
 | ||
| Temps de coupe (min) | Durée de vie d'outil 18 min |
Excellentes performances
Spécification de l'usinage
| Chrome-cobalt F75 | ||
| Tour CNC | ||
| Concurrent | Sandvik Coromant | |
| A20M-SRXDR 08-R | ||
| VBMT11T308 | R300-0828E-PL | |
| GC1030 | ||
| 30 | 50 | (m/min) |
| 0,08 | 0,1 | (mm/tr) |
| 0,5 | 0,5 | (mm) |
| 9,29 | 4,46 | (min) |
| 3 | 10 | (pces) |
Solutions Sandvik Coromant
 | |||||
| Ébauche |  | Ébauche | |||
| Outil : | A20M-SRXDR 08-R | Outil : | A20M-SRXDR 08-R | ||
| Plaquette : | R300-0828E-PL, 1030 | Plaquette : | R300-0828E-PL, 1030 | ||
| Conditions de coupe : | vc = 50-80 m/min, | Conditions de coupe : | vc = 50-80 m/min, | ||
| fn = 0.1-0.15 mm/tr, | fn = 0.1-0.15 mm/tr, | ||||
| ap = →1mm | ap = →1 mm | ||||
| Semi-finition | | Semi-finition | |||
| Outil : | A20M-SDXCR 11-R | Outil : | A20M-SRXDR 08-R | ||
| Plaquette : | DCGT11T308-UM, 1105 | Plaquette : | R300-0828E-PL, 1030 | ||
| Conditions de coupe : | vc = 40-60 m/min, | Conditions de coupe : | vc = 50-80 m/min, | ||
| fn = 0.08-0.1 mm/tr, | fn = 0.1-0.15 mm/tr, | ||||
| ap = 0.1-0.25 mm | ap =0.1-0.25 mm | ||||
| Finition |  | Finition | |||
| Outil : | A20M-SDXCR 11-R | Outil : | A20M-SRXDR 08-R | ||
| Plaquette : | DCGT11T308-UM, 1105 | Plaquette : | R300-0828E-PM, 530 | ||
| Conditions de coupe : | vc = 40-60 m/min, | Conditions de coupe : | vc = 40-60 m/min, | ||
| fn = 0.08-0.1 mm/tr, | fn = 0.08-0.12 mm/tr, | ||||
| ap = 0.05-0.15 mm | ap = 0.05-0.15 mm |
 | ||||||
| Ébauche |  | Ébauche | ||||
| Outil : | SRDCN 2020K 10-A | Outil : | RF123J13-2525MB | |||
| Plaquette : | RCMT 10 T3 MO-SM, 1105 | Plaquette : | N123J2-0600-RO,4125 | |||
| Conditions de coupe : | vc = 40-60 m/min, | Conditions de coupe : | vc = 40-60 m/min, | |||
| fn = 0.1-0.15 mm/tr, | fn = 0.1-0.15 mm/tr, | |||||
| ap = →1mm | ap = →1 mm | |||||
| Finition |  | Finition | ||||
| Outil : | DDJNR/L 2020K15 | Outil : | DDJNR/L 2020K15 | |||
| Plaquette : | DNGP 15 06 08, 1105 | Plaquette : | DNGP 15 06 08, 1105 | |||
| Conditions de coupe : | vc = 40-60 m/min, | Conditions de coupe : | vc = 40-60 m/min, | |||
| fn = 0.08-0.12 mm/tr, | fn = 0.08-0.12 mm/tr, | |||||
| ap = 0.05-0.25 mm | ap =0.05-0.25 mm | |||||
| Tronçonnage | ||||||
| Outil : | RF123F20-1616B | |||||
| Plaquette : | N123F2-0250-0002-CM, 4125 | |||||
| Conditions de coupe : | vc = 40-60 m/min, | |||||
| fn = 0.05-0.1 mm/tr | ||||||
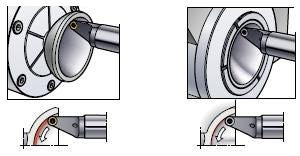
Porte-plaquettes

Utiliser ces plaquettes rondes avec nos barres d'alésage CoroTurn 107. Utilisation aisée avec EasyFix™, une méthode simple et rapide pour obtenir une hauteur de centre correcte de l'arête de coupe. Pour compléter le process d'usinage, Sandvik Coromant vous offre aussi une gamme de porte-plaquettes spécifiques pour la finition (avec plaquettes type D positives) qui peuvent s'utiliser non seulement pour le tournage sphérique mais qui peuvent aussi contribuer à résoudre les problèmes dans d'autres opérations de tournage intérieur avec accessibilité restreinte.
Programme de plaquettes
Pour les géométries de plaquettes rondes, -PL et -KL sont rectifiées à la périphérie et donnent un excellent contrôle des copeaux avec de faibles forces de coupe. Pour le chrome-cobalt, nous recommandons la nuance GC1030 et pour le titane, H13A.
Pour les plaquettes type D, nous recommandons la plaquette rectifiée DCGT dans la géométrie -UM. La nuance GC1105 est le premier choix pour le chrome-cobalt ; H13A pour le titane.
Références de commande
Tournage intérieur
| Plaquettes | EasyFix™ |
| R300-0828E-PL, 1030 | 132L-3220085-B |
| R300-0828E-KL, H13A | 132L-4020-B |
| R300-0828M-PH, 1030 | 132L-4020105-B |
| R300-0828M-KH, H13A | 132L-5020125-B |
| R300-0828E-PM, 530 | |
| R300-1032E-PL, 1030 | |
| R300-1032E-KL, H13A | |
| R300-1032M-PH, 1030 | |
| R300-1032M-KH, H13A | |
| R300-1032E-PM, 530 | |
| DCGT 11 T3 04-UM, 1025, 1105, H13A | |
| DCGT 11 T3 08-UM, 1025, 1105, H13A | |
| DCMT 11 T3 04-MF, 1025, 1105 | |
| DCMT 11 T3 08-MF, 1025 |
Tournage extérieur
Plaquettes
| Plaquettes rondes | CoroCut® | Type D |
| RCMT 10 T3 M0-SM, S205, 1105, H13A | N123H2-0500-RO, 4125, S205, 1105 | DNMG150608-MF, S205, 1105, |
| RCMT 08 03 M0-SM, S205, 1105, H13A | N123J2-0600-RO, 4125, S205, 1105 | DNGP150608, S205, 1105 |
| N123L2-0800-RO, 4125, S205, 1105 |
